Pytania i odpowiedzi

DTF (Direct to Film) w opinii specjalistów z firmy Atrium Centrum Ploterowe (i nie tylko) to rewolucyjna technologia, która pokonuje wiele ograniczeń wcześniejszych technik druku na koszulkach, torbach, elementach dekoracji wnętrz, gadżetach i innych wyrobach z tkanin.
- Jaką maszynę poleciliby Państwo na start?
Bartosz Zaremba, Atrium Centrum Ploterowe: Polecamy wybór drukarek DTF z nowoczesnymi głowicami piezoelektrycznymi ze zmienną kroplą i cyrkulacją białego atramentu. Najnowszą propozycję naszej firmy stanowi zestaw Artemis DTF 602/604. To kompaktowy zestaw drukujący, składający się z plotera, shakera oraz wygrzewarki do kleju. Ploter posiada wbudowany system cyrkulacji białego atramentu, który zapobiega jego zasychaniu. Zestaw Artemis DTF drukuje z szybkością do 30 m2/h (4-głowicowy) na materiałach o szerokości do 73 cm. Wyposażony jest w najnowszej generacji głowice Epson i3200 (2 lub 4 głowice), a jego rozdzielczość druku wynosi od 360 dpi do 2400 dpi (min. wielkość kropli: 3,8 pl, max. wielkość kropli: 12 pl).
- Jakie są jego cechy/na co pozwala zestaw Artemis DTF 602/604?
Wśród cech szczególnych urządzenia należy wymienić: wbudowany nowoczesny system cyrkulacji atramentu białego, prosty i mało czasochłonny proces konserwacji plotera, wysoką trwałość wydruków i odporność na pranie, łatwość obsługi (nie trzeba posiadać zaawansowanej wiedzy technicznej o druku), niewielkie koszty eksploatacji (niskie zużycie atramentu, oszczędność mediów, odzysk proszku), druk białym atramentem, atramenty fluorescencyjne (opcjonalnie), wysoką prędkość druku przy zachowaniu najwyższej jakości.
Kompaktowa konstrukcja i niskie koszty eksploatacji sprawiają, że ploter sprawdzi się zarówno w małej agencji reklamowej, jak i w większych tego typu przedsiębiorstwach.
- Na co należy zwrócić uwagę przy zakupie takiego urządzenia?
Najlepiej sprawdzają się drukarki DTF, które można skonfigurować nie tylko w kolorach CMYK, ale także w kolorze białym W, jak i z opcjonalnymi kolorami fluorescencyjnymi. Dzięki użyciu w drukarce białego atramentu, możliwy jest transfer nadruków na ciemne lub przezroczyste materiały, co nie jest możliwe w urządzeniach bez tego atramentu. Natomiast kolory fluorescencyjne umożliwiają jeszcze więcej opcji zdobienia tkanin, np. uzyskanie efektów nowoczesnych grafik. Z kolei wbudowany system cyrkulacji białego atramentu, który zapobiega jego zasychaniu jest szczególnie ważny w sytuacji, gdy drukarki rzadziej się używa. Sprawia to, że proces konserwacji zestawu jest prosty i mniej czasochłonny.
Ważnym aspektem szczególnie przy przetargach są certyfikaty. Atramenty stosowane w ploterze Artemis DTF 602/604 posiadają certyfikat OEKO-TEX® Eco Passport. To niezależny system oceny i certyfikacji chemikaliów stosowanych w przemyśle odzieżowym, obuwniczym, skórzanym i tekstylnym. Eco Passport potwierdza, iż ewentualne szkodliwe substancje występują poniżej poziomów wymagań regulacyjnych, takich jak REACH.
Jak przeprowadzić okresową konserwację ploterów MUTOH XpertJet 1641SR/1682SR drukujących eco-solwentowymi atramentami MS41 przedstawiamy w krótkim filmie instruktażowym na naszym kanale YouTube.
>> film instruktażowy
Jak przeprowadzić okresową konserwację ploterów MUTOH XpertJet 1641SR/1682SR drukujących żywicznymi atramentami UMS11przedstawiamy w krótkim filmie instruktażowym na naszym kanale YouTube.
>> film instruktażowy
Codzienna konserwacja ploterów MUTOH XpertJet 461UF/661UF jest naprawdę prosta.
Zobacz krótki film instruktażowy na naszym kanale YouTube
>> film instruktażowy
Jeżeli jest spowdziewana dłuższy czas przestoju rolowych ploterów tnących Summa (SummaCut), warto wykonać kilka czynności opisancyh w instrukcji.
Jeżeli jest spowdziewana dłuższy czas przestoju stołowych ploterów tnących Summa serii F, warto wykonać kilka czynności opisancyh w instrukcji.
Plotery Mutoh ValueJet z atramentami UMS należy czyścić codziennie. W przypadku gdy ploter korzysta z innych atramentów, co 2 dzień lub codziennie w przypadku dużego obłożenia. Należy wykonać następujące czynności:
- Wyczyszczenie odbojników głowicy oraz obszaru dookoła głowicy, z dużą starannością, płynem czyszczącym i patyczkami lub szmatkami bezpyłowymi. Absolutnie nie wolno dotykać samego piezo elektryka (szarej lub złotej części głowicy).
- Czyścimy dokładnie tzw. ciastko czyli wkład odbiorczy. W tym miejscu głowica również "spluwa" atrament. Drukując baner lub canvas przyklejają się włosy do obudowy wkładu i na początku stołu.
- Czyścimy bardzo dokładnie, stację serwisową czyli captop (gumową część, która dotyka głowicy podczas jej parkowania).
- Czyścimy bardzo dokładnie wycieraczkę, która podciera głowicę.
- Ostatnim najważniejszym punktem jest zalanie stacji serwisowej płynem czyszczącym. Jeżeli rurki (które prowadzą ze stacji do zlewek) się zatkają, mogą w bardzo szybki sposób zniszczyć głowicę.
Zachęcamy do obejrzenia filmu ilustrującego sposób czyszczenia stacji i głowicy.
Zalecenia firmy Mutoh dotyczące dłuższego postoju plotera Mutoh VJ1938TX:
1) Przygotowanie plotera do postoju należy zacząć od wyczyszczenia rurek, tak aby rurki były czyste i nie było w nich pozostałości atramentu.
2) W przypadku jakichkolwiek wątpliwości co do zachowania się atramentu (w szczególności atramentu którego nie znamy) wykonujemy płukanie płynem dedykowanym do atramentu wodnego, Mutoh zaleca płyn MY-80846 2L
3) Po czyszczeniu ploter jest zalewany płynem tzw. CR02. Jest to płyn, na którym plotery opuszczają fabrykę Mutoh Japonia.
Ułatwia to kolejne obciążenie tuszem i zapewnia stabilność maszyny przez wiele miesięcy. Kod towarowy płynu: RJ80CR02-1000 CR02 1L
Procedura czyszczenia:
1) W trybie użytkownika wybierz "Longstore" w menu głównym.
2) Ploter poprosi o wyjęcie wkładów, opróżni tor atramentu i poprosi o kasetę czyszczącą.
3) Należy wstawić kolejno:
- płyn dedykowany do atramentu wodnego MY-80846 2l
- płyn RJ80CR02-1000 CR02 1l
Należy postępować zgodnie z procedurą na wyświetlaczu.
4) Po wykonaniu procedury długiego przechowywania (Longstore) ponownie uruchom ploter.
- Ploter zapyta "Start ink charge -> e"
Naciśnij Enter, drukarka zapyta " Wash Retry –> No ".
Wybierz "Yes" i przeprowadź płukanie za pomocą:
- płynu dedykowanego do atramentu wodnego MY-80846 2L
- lub płynem RJ80CR02-1000 CR02 1L
Uwaga! Zawsze kończ cykl płukania za pomocą płynu CR02.
W przypadku, gdy zrobiłeś „Longstore” z atramentu, wykonaj drugi raz procedurę "Longstore" z użyciem płynu CR02.
Zachęcamy do obejrzenia filmu ilustrującego sposób codziennej konserwacji plotera Mutoh ValueJet 426UF.
Zachęcamy do obejrzenia filmu ilustrującego sposób codziennej konserwacji lampy plotera Mutoh ValueJet 426UF.
Zachęcamy do obejrzenia filmu ilustrującego sposób codziennej konserwacji plotera Mutoh ValueJet 1638UH.
Jest to błąd związany z ruchem karetki, najczęściej wystarczy wyczyścić encoder czystą szmatką bezpyłową. Można użyć do tego szmatki nasączonej izopropanolem.
Błąd związany z ruchem tzw. wycieraczki. Należy wyczyścić okolice wycieraczki i mechanizmu, który ją przesuwa. Jeśli błąd pojawia się nadal należy wymienić stację serwisową.
Należy opróżnić zbiornik na zlewki.
Jest to informacja dotycząca przepracowania przez dany moduł (np. silnik, pompę, głowicę) ilości cykli przewidzianych przez producenta na dany element. W większości przypadków wystarczy podczas wizyty serwisu skasować licznik danego elementu.
Jeżeli chip nie wskazuje 0%, bądź maszyna jest rozchipowana wystarczy wysunąć daną kasetę i wsunąć z powrotem.
Ploter LED-UV to drukarka, która wykorzystuje technologię UV (Ultrafioletową) do utrwalania atramentu na różnych powierzchniach, takich: jak papier, tektura, plastik, metal, szkło itp. Wykorzystuje lampy LED do utwardzania atramentu na powierzchni materiału.
Ploter LED-UV działa na zasadzie utwardzania atramentu za pomocą promieniowania ultrafioletowego (UV), emitowanego przez diody LED.
Ploter do gadżetów to drukarka, która umożliwia personalizację różnych przedmiotów oraz gadżetów poprzez nanoszenie na nie grafik, tekstu lub innych wzorów, za pomocą druku UV bezpośrednio na obiekcie.
Ploter DTF (Direct to Film) to rodzaj technologii drukowania, która umożliwia bezpośrednie drukowanie grafik na specjalne folie transferowe, a następnie przenoszenie tych grafik na różne podłoża, takie jak tkaniny, tekstylia i inne powierzchnie. Technologia DTF jest szczególnie popularna w druku na odzieży.
Ploter DTF (Direct to Film) umożliwia drukowanie bezpośrednio na foliach transferowych, które później są przenoszone na różne podłoża, takie jak tkaniny, tekstylia i inne powierzchnie.
Ploter laserowy CO2 jest narzędziem dzięki któremu możemy wycinać oraz grawerować w materiałach typu : plexi, skóra, guma, drewno, sklejka, papier, korek, tekstylia oraz wszelkiego rodzaju laminaty grawerskie itp.
W metodzie tej wykorzystuje się wiązkę światła, która modyfikuje powierzchnię znakowanego produktu. Proces drukowania jest w pełni zautomatyzowany i sterowany jest cyfrowo.
Ploter ekosolwentowy to całkowicie przyjazna dla środowiska drukarka wielkoformatowa, nadająca się do drukowania na szerokiej gamie nośników, od papieru po banery. Ploter drukuje trwałą grafikę na podłożach powlekanych i niepowlekanych, dzięki temu możemy tworzyć plakaty, banery, podświetlane panele ekspozycyjne, znaki kierunkowe, ekspozytory POP, grafikę podłogową, grafikę samochodową i naklejki.
Ploter żywiczny, zwany również ploterem żywicznym UV, to rodzaj plotera, który wykorzystuje technologię utwardzania żywicy UV do drukowania na różnych materiałach. Dzięki wykorzystaniu technologii żywicznej atramenty zyskują wzmożoną trwałość, adhezja związków żywicy jest bardzo wysoka, dzięki czemu atramenty są odporne na czynniki zewnętrzne, dodatkowo eliminując większość związków lotnych. Produkt końcowy nadaje się doskonale do zastosowania w placówkach użytku publicznego takich jak: szkoły, przedszkola, przychodnie, urzędy itp.
Niektóre produkty Summa posiadają pliki licencyjne lub aktywacyjne umożliwiające aktywację oprogramowania lub dodatkowych funkcji. Pliki te można odzyskać, korzystając z numeru seryjnego produktu.
Instrukcję w języku angielskim znajdziesz na stronie Summa:
Zanim spróbujesz odzyskać dane, upewnij się, że produkt jest poprawnie zarejestrowany.
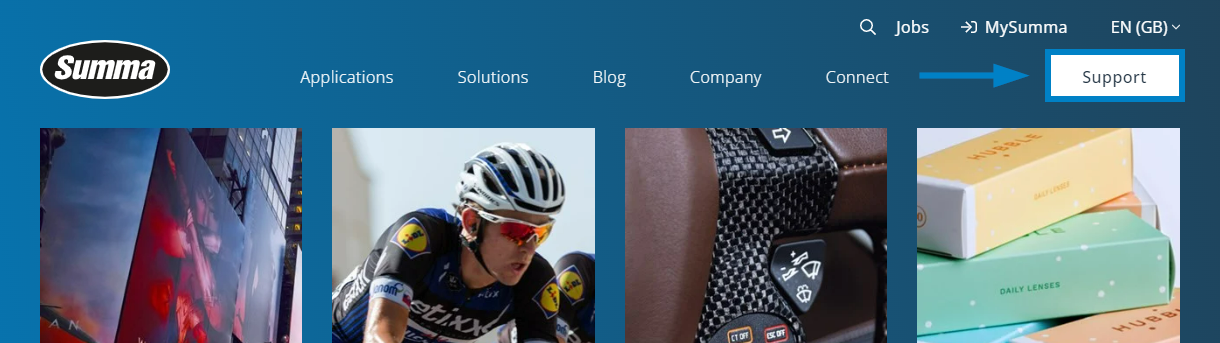
1. Przejdź do strony internetowej Summy: www.summa.com
2. Kliknij sekcję „Wsparcie”:
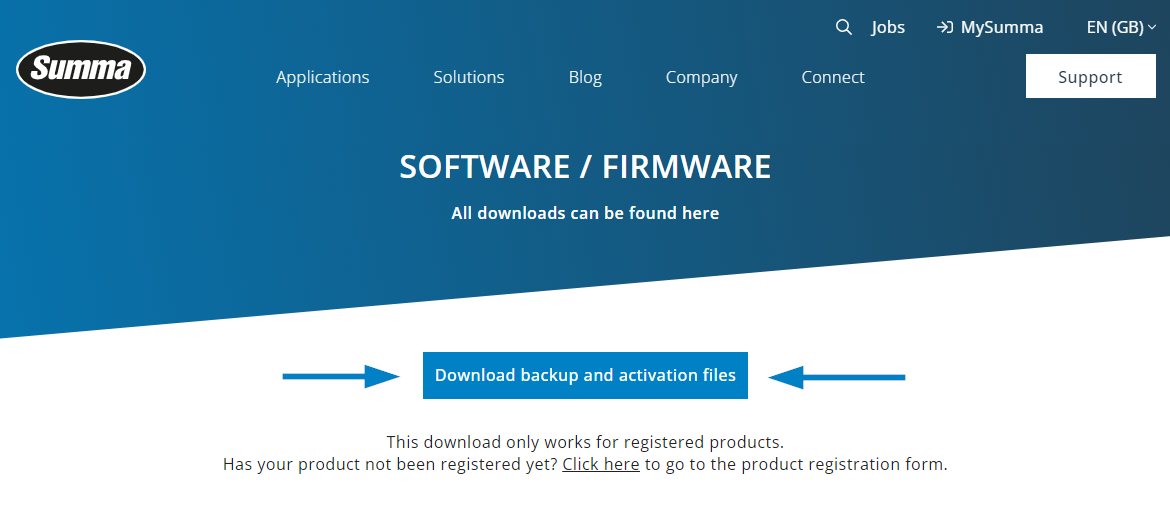
3. Kliknij „Oprogramowanie/oprogramowanie sprzętowe”

4. Kliknij „pobierz pliki kopii zapasowej i aktywacyjnej”
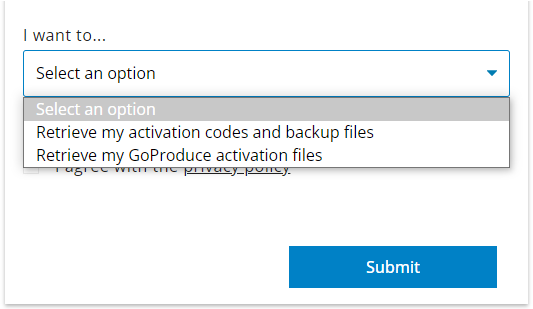
5. Wybierz jedną z opcji:
6. Wprowadź numer seryjny lub numer klucza sprzętowego i kliknij „Prześlij”.
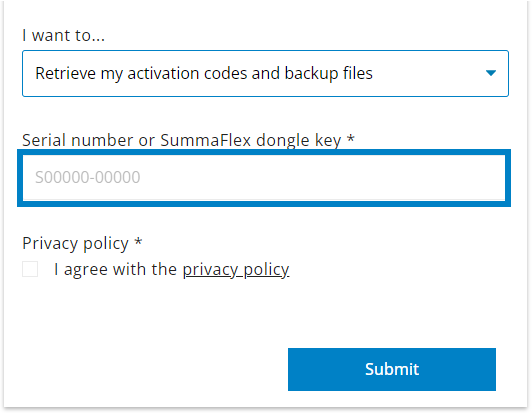
7. Dostępne dane zostaną pokazane i będzie można je pobrać.
W przypadku braku rejestracji, wypełnij formularz i kliknij „Wyślij”
W przypadku braku rejestracji użyj poniższego formularza.

Summa Seria F - jaka jest maksymalna grubość materiałów, którą można frezować
Maksymalna grubość, jaką można frezować, to teoretycznie 25 mm.
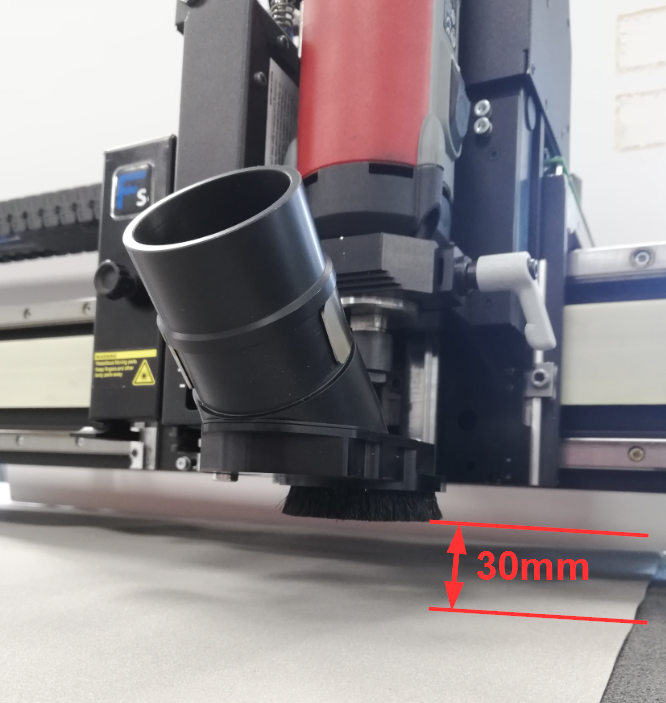
Maksymalny prześwit pod modułem frezującym (z zamontowaną matą) wynosi 30 mm.
Ze względu na ograniczenia mechaniczne (wolna przestrzeń między modułem a stołem) maksymalna głębokość frezowania jest ograniczona do 25mm.
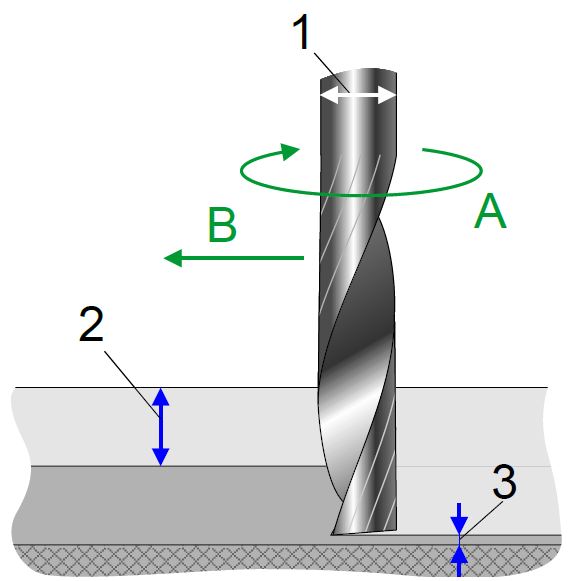
Zalecana maksymalna głębokość frezowania (zdjęcie: numer 2) to 1,2 średnicy frezu (zdjęcie: numer 1). W przypadku grubszego materiału można zastosować wiele przejść.
Aby zachować optymalny kształt stołu, podczas frezowania należy zastosować dodatkową matę ochronną. Frez zawsze będzie lekko wchodził w matę ochronną. To sprawia, że mata jest materiałem eksploatacyjnym. Summa oferuje ekonomiczną matę ochronną.
Maksymalny prześwit pod modułem frezującym (z zamontowaną matą) wynosi 30 mm .
Jak wymienić rolki dociskowe w ploterach rolowych Summa
- Jak wymienić rolki dociskowe w ploterach rolowych Summa - film instruktażowy
- Jak wymienić rolki dociskowe w ploterach rolowych Summa - dokument pdf 1
- Jak wymienić rolki dociskowe w ploterach rolowych Summa - dokument pdf 2
Rozpoczynając przygodę z frezowaniem CNC, pierwszą lekcją jaką trzeba zrozumieć jest wybór bitu. Różnią się rodzajem, powłoką, przeznaczeniem, kształtem spirali, itp. Znajomość różnicy między nimi jest niezbędna do optymalnego frezowania danego zadania.

Jeśli działasz w branży tekstylnej, prawdopodobnie napotkałeś zlecenia polegające na cięciu tkanin bawełnianych. Być może doświadczyłeś w praktyce, że cięcie bawełny jest dość ryzykowne i wcale nie takie proste. Bez wątpienia cięcie laserowe zapewni najlepsze możliwe rezultaty.
Dedykowany do cięcia tkanin, ploter laserowy Summa L1810 umożliwia precyzyjną regulację ustawień, co jest kluczowe w tym przypadku. Dodatkowo, aby uzyskać najlepsze wyniki cięcia bawełny, musimy poznać jej cechy i wziąć pod uwagę kilka kwestii.
Bawełna składa się z celulozy, tak jak każde inne włókno pochodzenia roślinnego roślinne. Podczas cięcia tego rodzaju materiału powstaje typowy zapach spalonego papieru / drewna. Tak więc kawałki bawełny, które właśnie zostały pocięte, będą wymagały wywietrzenia przed zapakowaniem.
Bawełna nie topi się podczas cięcia laserowego, lecz się pali. Oznacza to, że krawędzie nie zostaną zabezpieczone i mogą wyglądać na przypalone, gdy nie zostaną podjęte odpowiednie środki ostrożności.
Odzież bawełniana jest często mieszanką bawełny i poliestru. Im wyższy procent poliestru, tym łatwiej jest ciąć. Im więcej bawełny, tym trudniej uzyskać prawidłowy krój.
Jak uzyskać więc wysoką jakość cięcia bawełny za pomocą L1810?
- Wybierz odpowiednią tubę lasera, aby uniknąć spalonych krawędzi
- Wyznacz dobrze wykwalifikowanego operatora, który jest w stanie idealnie ustawić wiązkę laserową.
- Wybierz system zamknięty z odciągiem oparów.
Zachęcamy do zapoznania się z prezentacją (PDF, jęz. polski) o atramentach żywicznych Mutoh UMS.
Zachęcamy do zapoznania się z dokumentem opisującym czynniki doboru dobrego atramentu w jęz. polskim.
Zachęcamy do zapoznania się z ilustrowaną instrukcją wymiany zaworów Mutoh UMS w jęz. polskim.
1. Usuń zlewki ze zbiornika na zlewki i zresetuj licznik zlewek.
2. Update firmware do najnowszego wydanego przez Mutoh.
3. Wykonaj „Daily Maintenance” (codzienną konserwację) aby być pewnym że drukarka jest w perfekcyjnej kondycji.
Sprawdź dokładnie, jeżeli ploter jest przelewany z:
- LUH1: Stacja serwisowa oraz wycieraczka jest w idealnym stanie
- US11: Stacja serwisowa oraz wycieraczka jest wymieniona
4. Wykonaj „Nozzle Check” (test dysz) oraz wydruk próbny. Zatrzymaj test dysz oraz wydruk do ewentualnego sprawdzenia.
- W przypadku jeżeli test dysz jest OK, to przejdź do kolejnego kroku.
- W przypadku jeżeli test dysz nie jest OK, doprowadź maszynę do stanu idealnego, tak aby test dysz był OK i zacznij przelewanie z perfekcyjnym "Nozzel Check".
- Jeżeli głowica wymaga wymiany, zalecamy zrobienie tego po czyszczeniu układu atramentowego płynem czyszczącym i przed wlaniem nowego atramentu.
5. Rozpocznij „Long store” w menu diagnostycznym aby wyczyścić kanały atramentowe (Menu Adjustment / Long store)
- Kiedy drukarka zapyta o kasety czyszczące, włóż nowe/świeże kasety czyszczące z kode części VJ-LUH1-CL220E
- Użyj tylko nowych kaset. Procedura konwersji (przelania) nie będzie działała w przypadku użycia kaset już wcześniej użytych np. przy instalacji.
6. Po zakończeniu „Long Store”, wyłącz maszynę
7. Uruchom drukarkę. Kiedy ploter zapyta o kasety z atramentem, włóż kasety z nowym atramentem UV. Ploter automatycznie rozpozna typ atramentu poprzez chipy umieszczone na kasetach.
8. Kiedy ink-charge się zakończy, wyłącz maszynę i uruchom ja ponownie.
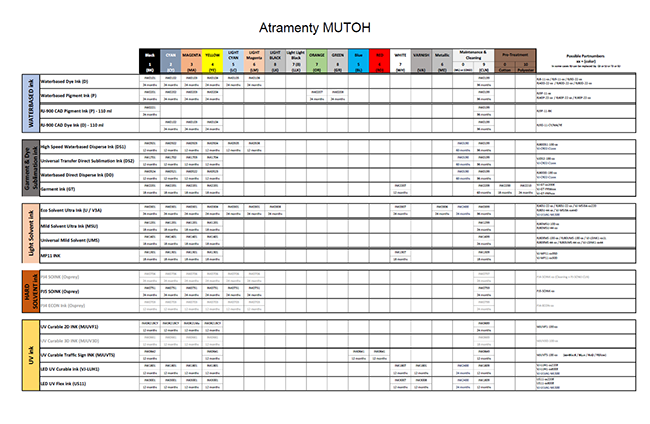
W zależności od typu atramentu możemy go przechowywać (magazynować) przez określoną w tabeli liczbę miesięcy.
W zależności od typu stosowanego atramentu, należy zastosować odpowiedni płyn czyszczący:
- dla atramentu Eco Ultra stosuj płyny czyszczące:
- INK-0399 (numer VJ-MSI3-CL220) 220 ml eco solvent cleaning cassette
- INK-0399 (numer CL-90000-1) 1 litr eco solvent cleaning bottle / VJ-ULVA1-ML500
- INK-0399 (numer CL-90250) 250 ml eco solvent cleaning bottle / VJ-ULVA1-ML500
- dla atramentu UMS stosuj płyny czyszczące:
- w pierwszym kroku:
- INK-1699 (numer RJ80UMS-100-CLN) 1 litr UMS cleaning bottle
- INK-1699 (numer RJ80UMS-44-CLN) 440 ml UMS cleaning cassette
- INK-1699 (numer VJ-LSINK1-CL44) 440 ml UMS cleaning cassette
- w drugim kroku:
- INK-0399 (numer VJ-MSI3-CL220) 220 ml eco solvent cleaning cassette
- INK-0399 (numer CL-90000-1) 1 litr eco solvent cleaning bottle / VJ-ULVA1-ML500
- INK-0399 (numer CL-90250) 250 ml eco solvent cleaning bottle / VJ-ULVA1-ML500
- w pierwszym kroku:
- dla atramentu LED-UV LUH1 brak możliwości Long Store
- dla atramentu LED-UV US11 brak możliwości Long Store
- dla atramentu MP11 stosuj płyny czyszczące:
- w pierwszym kroku:
- INK-1309 (numer VJ-MP11-CL500) 500 ml MP11 cleaning bag
- INK-1309 (numer VJ-MP11-CL1000B) 1 litr MP11 cleaning bottle
- w drugim kroku:
- INK-0399 (numer VJ-MSI3-CL220) 220 ml eco solvent cleaning cassette
- INK-0399 (numer CL-90000-1) 1 litr eco solvent cleaning bottle / VJ-ULVA1-ML500
- INK-0399 (numer CL-90250) 250 ml eco solvent cleaning bottle / VJ-ULVA1-ML500
- w pierwszym kroku:
- dla atramentów DS1, DS2 oraz DD stosuj płyny czyszczące:
- w pierwszym kroku:
- INK-0199 (numer MY-80844) 500 ml textile waterbased cleaning bottle
- INK-0199 (numer MY-80845) 1L textile waterbased cleaning bottle
- INK-0199 (numer MY-80846) 2L textile waterbased cleaning bottle
- INK-0199 (numerRJ9-22-CLN) 220 ml waterbased cleaning cassette
- w drugim kroku:
- CR02 (numer INK-0190 VJ-CR02-CL220) 220 ml CR02 cassette
- CR02 (numer RJ80CR02-1000) 1 litr CR02 bottle
- CR02 (numer RJ80CR02-500) 500 ml CR02 bottle
- CR02 (numerVJ-CR02-CL600) 600 ml CR02 bag
- w pierwszym kroku:
Dostępne są na rynku atramenty, które są kompatybilne pod względem chemicznym jak i kolorystycznym z atramentami oryginalnymi danego producenta maszyn. Jeżeli zmieniamy atrament z oryginalnych na alternatywny gdzie producent lub dostawca, potwierdza, że chemicznie atrament jest kompatybilny, to możemy zmienić atramenty w sposób "ciągły" tj. bez czyszczenia układu atramentowego.
Jeżeli zmieniamy atrament alternatywny na inny atrament alternatywny, należy wyczyścić cały układ atramentowy. W ppierwszej kolejności płynem od atramentu „starego”, następnie jeszcze raz płynem dedykowanym do nowych „atramentów”.
Dla wielu grafik drukowanych na alternatywnych atramentach kompatybilnych z atramentem OEM, bardzo często różnice kolorystyczne są tak niewielkie, że ludzkie oko nie widzi różnicy pomiędzy wydrukami. Istnieją bardzo trudne kolory do uzyskania, typu bordo, turkus czy ecru gdzie będzie widoczna różnica kolorystyczna, jeżeli skorzystamy z profili przeznaczonych do atramentu OEM.
Każdy użytkownik powinien przynajmniej co 2 dni zalać stację serwisową płynem czyszczącym oraz wyczyścić odbojniki głowicy z zabrudzeń z atramentu. Ponad to zalecamy sprawdzenie codziennie stanu stacji serwisowej i zalanie jej na koniec pracy z ploterem.
Z pewnością dużo lepszą opcją jest system stałego zasilania zamknięty. Atrament podawany do plotera, w takim systemie jest całkowicie odizolowany od wszelkich zabrudzeń znajdujących się w powietrzu czy nawet przypadkowym wpadnięciem do podajnika atrmanetu drobinek zaschniętego atramentu, itp.
W przypadku systemu zamkniętego atrament nie miesza się z tlenem, a co za tym idzie nie tworzą się tlenki, które powodują uszkodzenie głowicy.
Atrament, w butelce po otwarciu należy wykorzystać w przeciągu maksymalnie trzech miesięcy od otwarcia, natomist w systemie zamkniętym atrament pozostaje nie zmieniony chemicznie nawet do roku czasu.
Rozróżniamy atramenty UV do materiałów twardych (różnego rodzaju płyty) oraz miękkich (folia, baner, papier).
Jeżeli wydrukujemy pracę atramentem do powierzchni twardych na medium miękkim to po stabilizacji tego atramentu może on pękać, łamać się, itd.
Zachęcamy do kontaktu z naszym eksperetem celem dobrania atramentu.
Zachęcamy do zapoznania się instrukcjami aplikacji i wyklejania poszczególnych rodzajów materiałów:
- Instrukcja - oklejanie pojazdów (folie wylewane)
- Instrukcja - Folia monomer i polimer
- Instrukcja - Tapety
- Instrukcja - Sihl t-shirt - Light
- Instrukcja - Sihl t-shirt - Dark
- Instrukcja - Magnet
- Instrukcja - Lino
- Instrukcja - Ikolite
Prezentujemy „Słownik pojęć i skrótów”, który pomoże wyjaśnieć znaczenie poszczególnych zwrotów i kodów używanych w produktach IKONOS.
1. PROFICOAT – seria produktów powlekanych specjalną warstwą absorbującą atrament, tzw. IRC (ink receptive coating). Są to produkty takie jak: backlity, blockouty, tapety, papier photo, CSL 200 CLEAR.
Warto tu wspomnieć, że atrament solwentowy potrafi się wchłonąć i ustabilizować jedynie na powłokach z PVC, lub pochodnych akrylu oraz poliuretanu. Atrament solwentowy nie potrafi się ustabilizować na nośnikach takich jak poliestry (PET), polipropyleny (PP), polietyleny (PE), czy papiery niepowlekane o otwartej strukturze. Typowa grubość warstwy IRC niezbędnej do wchłonięcia i ustabilizowanie się atramentu solwentowego to około 25 mikrona, czyli 0,025 mm. Zauważmy, że seria PROFICOAT, to głównie materiały które nie są samoprzylepne.
2. PROFIFLEX – seria produktów samoprzylepnych opartych swoją budową na foliach PVC, akrylowym wodnym kleju oraz papierze podkładowym silikonowym, zwanym potocznie „linerem”. Serię PROFIFLEX dzielimy na 3 rodziny, PROFIFLEX PRO, PROFIFLEX LAM-PRO oraz PROFIFLEX DECO.
3. PROFIFLEX PRO – to materiały samoprzylepne przeznaczone do druku, czyli oparte w dużej mierze na foliach białych. Drukujemy także na foliach przezroczystych, czego przykładem jest folia GPT CLR. Odmian rodzajów produktów z rodziny PROFIFLEX PRO może być wiele i mogą zależeć od:
- folii: folia może mieć plastyfikator monomerowy lub polimerowy,
- kleju: może być w zależności od siły adhezji usuwalny lub permanentny, a w zależności od koloru przezroczysty lub szary,
- papieru podkładowego typu CCK lub PCK Plain lub PCK structured.
4. PROFIFLEX LAM-PRO – to rodzina laminatów IKONOS, czyli folii przezroczystych, które mają za zadanie zabezpieczyć nasz wydruk przed niekorzystnymi warunkami atmosferycznymi, takimi jak UV czy wilgoć, oraz przed uszkodzeniami mechanicznymi, takimi jak np. zarysowania. Laminaty w zależności od typu PVC mogą być monomerowe lub polimerowe. Wyróżniamy też szczególnej uwagi laminat podłogowy 4FLOOR, embosowany specjalną antypoślizgową strukturą z certyfikatem R9.
5. PROFIFLEX DECO – to rodzina samoprzylepnych folii IKONOS do dekoracji szkła, polimerowych i monomerowych folii FROSTED oraz folii PET z rodziny DECO ART. Pamiętajmy także o naszym bardzo ważnym produkcie jaki jest folia do piaskowania, która występuje w 4 grubościach, tj 100, 200, 300 oraz 400mic.
6. PVC (ang) / PCV (pl) – to polichlorek winylu. Substancja niezwykle rozpowszechniona w naszym codziennym życiu, głównie z powodu łatwości syntezy, niskiej ceny oraz bardzo prostego procesu przetwórczego. Jest wszędzie. Uznawana jest za szkodliwą, ze względu na sposób neutralizacji – podczas spalania wydziela się bardzo niebezpieczny chlor. W formie podstawowej PVC jest sztywne i kruche. Dzięki dodaniu do niego plastyfikatorów uzyskujemy odpowiednią elastyczność.
Folie PVC Ikonos posiadają w sobie około 18% plastyfikatora. Wyróżniamy plastyfikatory monomerowe i polimerowe, stąd potem potoczna mowa o foliach monomerowych i polimerowych. W naszym biznesie wyróżniamy 3 typy folii PVC:
a) folie kalandrowane z plastyfikatorem monomerowy,
b) folie kalandrowane z plastyfikatorem polimerowym,
c) folie wylewane z plastyfikatorem polimerowym.
Fabryka Ikonos produkuje folie monomerowe (a) i polimerowe (b).
7. Papier podkładowy typu CCK – to papier silikonowany ekonomiczny. Skrót CCK pochodzi z języka angielskiego Clay Coated Paper. Ze względu na swoją niską cenę, używane są powszechnie w laminatach monomerowych i polimerowych (gramatury CCK to 87g oraz 120g) oraz w monomerowych foliach przeznaczonych do druku (gramatura 135g).
8. Papier podkładowy typu PCK – to wysoka półka papierów silikonowych. Charakteryzują się niezwykłą stabilnością, sztywnością oraz niezwykłą odpornością na wilgoć. Jest to podyktowane tym, że są obustronnie powleczona polietylenem (PE) stąd ich nazwa PCK, czyli Poli Coated Paper. Papieru tego używamy do foli białych polimerowych, oraz aby nadać odpowiednią strukturę kleju, tzw. kanalik np. w folii typu FROSTED. Gramatura tego papieru to 145g.
9. Klej usuwalny (ang. Removable) – to kleje o sile adhezji pomiędzy 6N – 12N na 25mm wg normy FINAT 1. To oznacza, że aby oderwać od metalowego podłoża pasek folii o długości np. 10cm i szerokości 25mm potrzebujemy siły 12N, czyli około 1,22 kg.
10. Klej permanentny (ang. Permanent) – to klej o sile adhezji powyżej 16N. Nasze folie z klejem permanentnym mają siłę około 20N.
11. Klej ultra usuwalny – to klej o sile adhezji poniżej 6N. Pamiętajmy, że każdy klej usuwalny zamieni się w permanentny po upływie około 6 miesięcy.
12. Skróty GPT & MPT – pierwsza litera mówi nam, jaki typ powierzchni ma folia, G = gloss, M = matt. Druga litera P mówi nam, jaki typ kleju został zastosowany, w tym wypadku P = permanent. Ostatnia litera T, mówi nam o kolorze zastosowanego kleju. W tym wypadku T = transparent (przezroczysty).
13. Skróty GRT & MRT – analogicznie, pierwsza litera mówi nam o typie powierzchni G = gloss, M = matt. Druga litera mówi o typie kleju, w tym wypadku jest to R, czyli klej jest usuwalny czyli REMOVABLE, kolor kleju to T = transparent.
14. Skróty GPG i MPG – pierwsza litera to typ powierzchni, czyli G = gloss, M = matt, druga litera P mówi nam, że klej jest Permanentny, ostatnia litera mówi nam o kolorze kleju, w tym wypadku jest to G, czyli grey (szary).
15.Skróty GRG i MRG – to folie Glossowe lub Matowe, z szarym usuwalnym klejem.
Klejenie foto-tapet samoprzylepnych (choć te wskazówki tak samo są praktyczne i przydatne przy klejeniu tapet bezklejowych z użyciem kleju) należy rozpocząć od przygotowania podłoża.
Ściana, na której planujemy przykleić foto-tapetę musi być czysta, sucha, lekko chłonna oraz odpowiednio przygotowana. Możemy wyróżnić kilka głównych rodzajów ścian:
1) ściana świeża - pokryta gładzią gipsową, płytą kartonowo-gipsową lub innymi chłonnymi materiałami budowlanymi musi być zagruntowana specjalnym środkiem gruntującym (lub rozwodnionym klejem do tapet) min. na 2 godziny przed aplikacją. Należy zwrócić uwagę, aby środek gruntujący wsiąkł w podłoże, a nie zostawił warstwy na powierzchni, która może spowodować osłabienie kleju
2) ściana pokryta farbą - należy ją umyć mydłem malarskim, a w przypadku grubej warstwy farby (np. silikonowej, zmywalnej) przetrzeć papierem ściernym (aby zwiększyć przyczepność kleju do podłoża) oraz odtłuścić
3) ściana pokryta tapetą - należy usunąć wszystkie warstwy starej tapety. Jeżeli po zdjęciu tapety, są zauważalne jakieś uszkodzenia ściany należy je naprawić, a następnie całą ścianę zagruntować
4) ściana pokryta farbą latexową lub teflonową - warstwa ściany musi zostać zmatowiona papierem ściernym (aby zwiększyć przyczepność kleju do podłoża
Instrukcja aplikacji primera IKONOS do szkła (zestaw 1 litr + 1 litr):
- Primer należy nanosić na powierzchnie szklane za pomocą czystej niepylącej ściereczki lub gąbki. Możliwa jest również aplikacja natryskowa.
- Podłoże pozostawić do wyschnięcia (do odparowania rozpuszczalnika) na czas od 40 do 60 minut.
- Po tym czasie pozostałość primera należy zmyć za pomocą wymywacza.
- Nadrukować aplikację atramentem UV.
Primer można nakładać całościowo lub wybiórczo – na część powierzchni.
Aplikacja za pomocą innych technik wymaga przetestowania.
Po aplikacji primer jest całkowicie transparentny.
Pobierz PDF: instrukcja aplikacji primera do szkła
- Oczyść ścianę z wszelkich zabrudzeń, luźnych elementów, odpadającej starej farby, odpadającego gipsu lub innych niezwiązanych ze ścianą fragmentów ciał obcych. Ściana nie może być także tłusta.
- Tak przygotowaną ścianę należy zaszpachlować, a następnie wyszlifować, aby maksymalnie wygładzić jej powierzchnię. Pamiętaj, aby klej miał jak największą powierzchnię styku z podłożem.
- Ścianę należy zagruntować odpowiednim preparatem gruntującym.
- Ściana musi być idealnie sucha. Wilgoć znacząco obniża adhezję kleju do podłoża. Pominięcie któregoś z powyższych etapów może być przyczyną reklamacji.
Istnieją dwa sposoby: tzw. krawędź do krawędzi (na styk) oraz montaż na tzw. zakładkę.

"krawędź do krawędzi” – metoda przeznaczona dla profesjonalistów i dla idealnie przygotowanych podłoży. Ten sposób nie wybacza błędów, z uwagi na podatność PVC na kurczenie się. Jest szansa, że po krótkim okresie czasu, na łączeniu brytów zobaczymy pionową cienką linię, która odsłoni nam podłoże, na które aplikowaliśmy materiał.
Porada: obszar pod łączeniami tapety można pomalować w tonacji tapety.

„na zakładkę” – sposób ten wybacza gorsze przygotowanie podłoża i dopuszcza mniejsze doświadczenie aplikatora. System na zakładkę oznacza, że krawędź brytu naklejamy na bryt poprzedni. Zakładka nie powinna być węższa niż 2 cm. Oczywiście wizualnie nie zawsze wygląda to idealnie, ale za każdym razem zniweluje efekt kurczenia się materiału. Bardzo ważne jest, aby idealnie docisnąć zakładkę do poprzedniego brytu.
Porada: Materiał Ikonos LINO jest „embosowane” (strukturalne), więc nie ma powierzchni gładkiej. W takim wypadku warto delikatnie opalarką podgrzać zakładkę, żeby ją uelastycznić, dzięki czemu przy jej mocnym dociśnięciu zagwarantujemy sobie zwiększenie powierzchni styku klej - PVC.
Pamiętajmy, że powierzchnia styku, a przez to ilość powstałych wiązań decyduje o trwałości połączenia.
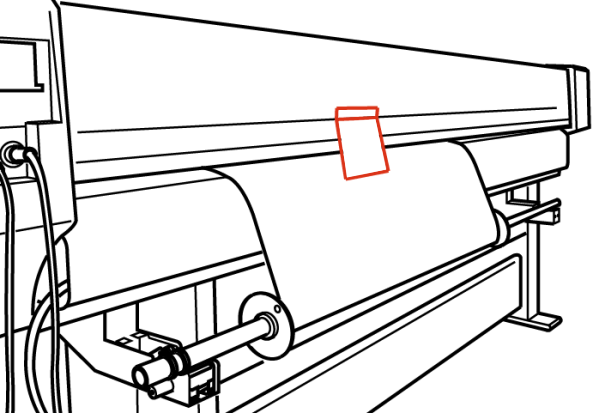
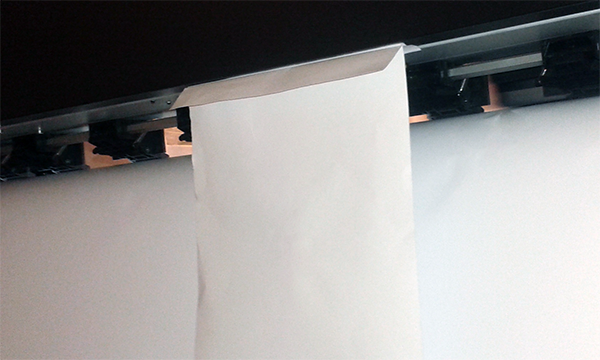
Przedstawiamy jeden ze sposobów na rozwiązanie problemu elektryzowania się folii podczas druku (a co za tym idzie przyciągania kurzu z powietrza i osadzanie się go na folii). Elektryzowanie ma niekorzystny wpływ na jakość wydruku, bo w miejscu, gdzie przykleił się pyłek do folii, powstaje wada wydruku.
Folia nawinięta na gilzę, jest izolowana elektrycznie, więc działa jak kondensator (gromadzi ładunki). Aby temu zapobiec, do tylnej części obudowy drukarki wielkoformatowej (która jest uziemiona), dokleja się folię, która swobodnie zwisa i ma styczność z folią nałożoną na ploter.
Dzięki kontaktowi paska folii, który jest uziemiony, ładunki z rolki zostają zdejowane, co skutkuje tym, że folia zadrukowywana nie ma tendencji do przyciągania kurzu z powietrza.
Podczas aplikacji folii samoprzylepnych metodą „na mokro” czasami w wyniku kontaktu papieru podkładowego z wodą dochodzi do osłabienia jego struktury czego efektem są trudności w oddzieleniu go od folii (liner staje się podatny na rozerwanie).
Za osłabienie struktury papieru nie jest odpowiedzialna sama woda, ale różnego rodzaju środki czyszczące dodawane do wody w celu poprawy zwilżalności powierzchni (płyny do mycia naczyń, mydła w płynie itp.).
Aby zminimalizować ryzyko pojawienia się tego typu problemów do aplikacji materiałów samoprzylepnych, polecane jest stosowanie czystej wody.
Wszelkie informacje znajdą Państwo na naszych stronach internetowych:
- www.ikonos.pl - sklep on-line, opisy produktów, promocje, outlet
- www.ikonosmedia.eu - strona fabryki Ikonos, opisy materiałów
Zachęcamy także do zapoznania się w wybranymi prezentacjami, np:
- Prezentacja - transfer board.pdf
- Prezentacja - folie i laminaty Grafityp.pdf
- Prezentacja - banery.pdf
- Prezentacja - atramenty (nowosci).pdf
Dostępne są instrukcje jak krok po kroku wyeliminować ten problem: https://www.onyxgfx.com/support/gemalto/
Prezentujemy film instruktażowy, który w razie potrzeby przeprowadzi Cię przez proces instalowania produktów RIP firmy ONYX za pomocą klucza, a także pokaże jak zainstalować drukarkę.
Funkcja obliczania atramentu ma na celu pomóc w przybliżony sposób liczyć ilości atramentu zużywanego w jednym zadaniu.
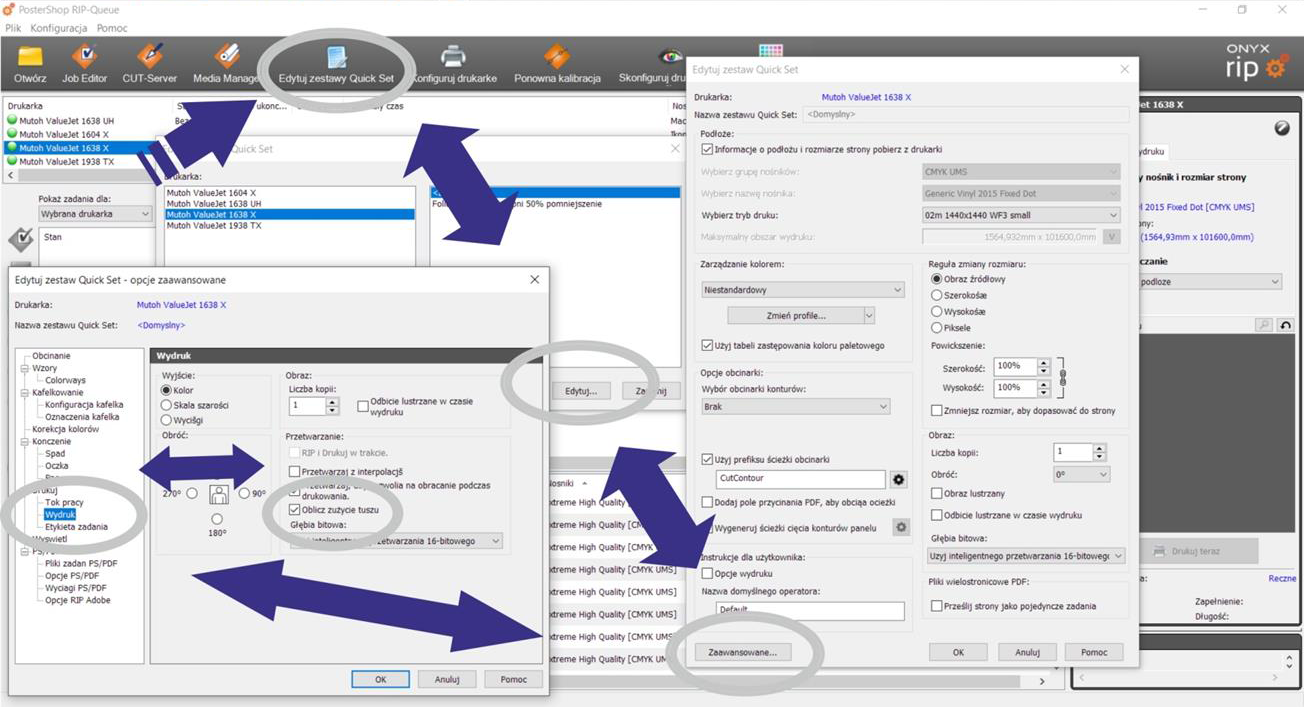
Jak włączyć:
Obliczanie tuszu, to ustawienie, które włączamy w Zestawach podręcznych. Aby skonfigurować Zestaw podręczny do obliczania atramentu, edytuj Zestaw podręczny, na którym chcesz włączyć obliczanie atramentu. Kliknij przycisk Zaawansowane i na zakładce Wydruk zaznacz "Oblicz zużycie tuszu" i OK we wszystkich otwartych oknach dialogowych. Teraz każde zadanie otwierane za pomocą tego szybkiego zestawu będzie obliczało zużycie atramentu w czasie ripowania.
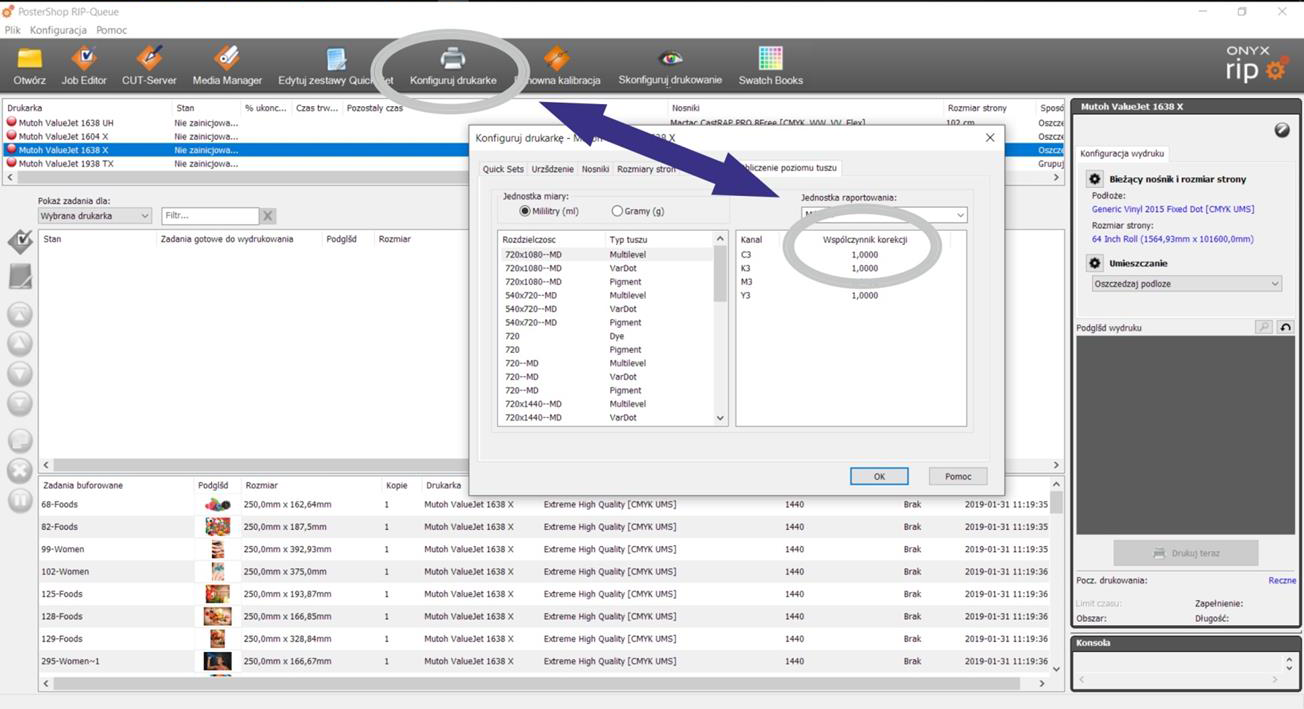
Precyzja, współczynnik korekcji:
Korzystając z funkcji obliczania atramentu, możesz zauważyć, że zużywasz więcej lub mniej atramentu niż podaje to raport zużycia atramentu. Dzieje się tak dlatego, że narzędzie do obliczania atramentu uwzględnia tylko tusz, który jest drukowany przez drukarkę. Czyszczenie głowicy, drukowane kolorowe paski, druk testów, drukowanie za pomocą innego sterownika lub oprogramowania może prowadzić do nieścisłości w obliczaniu atramentu. Jeśli chcesz uwzględnić te fakty w narzędziu do obliczania atramentu, możesz ustawić współczynnik korekcji. Dokonuje się tego w zakładce konfiguruj drukarkę > obliczanie poziomu tuszu > współczynnik korekcji i dla każdego kanału ustawiamy współczynnik na odpowiednią wartość.
Uwaga: Najlepszym sposobem na określenie odpowiedniego współczynnika korekcji jest włączenie obliczania atramentu po zainstalowaniu nowego zestawu atramentów. Uruchom Onyx’a kiedy skończy Ci się atrament, a następnie porównaj całkowity atrament obliczony przez RIP z całkowitym atramentem fizycznie zużytym w drukarce. Podanie proporcji tych liczb daje odpowiedni współczynnik korekcji.
W RIP-Queue, przejdź do menu Pomoc > O programie. Twoja wersja Onyx zostanie wyświetlona w prawym dolnym rogu okna, obok przycisku Key.
Aby określić, jaka wersja systemu Windows jest uruchomiona na moim komputerze, przejdź do Panel Sterowania > System. Wersja systemu Windows zawsze będzie widoczna w tym ekranie, w górnej jego części (na przykład Windows 7 Enterprise lub Windows 10 Pro). Jeśli okno to nie wyświetla takiej informacji (np. jeśli po prostu widnieje tylko informacja: system Windows 8.1), jest to edycja Home, która nie współpracuje z produktami Onyx.
Pełna lista specyfikacji systemowych dla danech wersji Onyx dostępna jest na stronie pobierania produktu www.onyxgfx.com. Lista obsługiwanych systemów operacyjnych jest taka sama dla wszystkich produktów Onyx (PosterShop, ProductionHouse, itd.) z tym samym numerem wersji.
Onyx 12 obsługiwany jest tylko w 64-bitowych wersjach tych systemów operacyjnych:
- Windows 7 Professional i Enterprise
- Windows 8.1 Professional i Enterprise
- Windows 10 Professional i Enterprise
Onyx 11.1.2 jest obsługiwany zarówno w 32-bitowych i 64-bitowych wersjach tych systemów operacyjnych:
- Windows 7 Professional i Enterprise
- Windows 8.1 Professional i Enterprise
- Istnieje również możliwość uruchomienia Onyx 11.1.2 w Windows 10 Professional i Enterprise.
Wersje Onyx starsze niż 11.1.2 nie są kompatybilne z Windows 10.
Onyx nie udziela wsparcia dla wszystkich aplikacji RIP przed wersją X10.
Jeśli używasz jednego ze starszych produktów Onyx’a, zalecamy aktualizację do najnowszej wersji, aby skorzystać z najnowszych i aktualnych udoskonaleń produktu, rozszerzonych opcji pomocy technicznej, a także najnowszych wersji sterowników drukarek.
Informacje o najnowszych produktach Onyx można znaleźć na stronie producenta lub kontaktując się z naszą firmą.
Po zainstalowaniu ONYX 12, można uruchomić Menadrzera pobierania drukarek i profili z menu Start systemu Windows. W razie potrzeby można także pobrać tę aplikację ze strony internetowej ONYX klikając na łącze.
Jeśli jesteś już zarejestrowany na myonyx, zaloguj się do swojego konta, aby uzyskać dostęp do sekcji Downloads. Jeśli nie jesteś jeszcze zarejestrowany, poświęć chwilę, aby to zrobić - rejestracja jest dostępna za darmo.
Zachęcamy do zapoznania się z Warunkami Licencji ONYX
Overprint (nadrukowanie) to funkcja, która pozwala na nadruk farby/atramentu na kolorowe tło niezawierające tego koloru. Brak funkcji overprint (nadrukowanie) powoduje, że tło będzie miało białe miejsce gotowe na przyjęcie ostatniego koloru. Bardzo dobrze ilustruje tą funkcję poniższy film:
Zachecamy do zapoznania się z poniższym filmem:
Dla zgrzewarek ręcznych i samojezdnych o mocy do 2300 W zaleca się przedłużacz o min. przekroju przewodów 2.5 mm2 (do 25m) lub większym (powyżej 25 metrów długości).
Dla zgrzewarek o mocy powyżej 2400 W zaleca się przedłużacz o min. przekroju przewodów 2.5 mm2 (do 15 metrów długości) lub większym (powyżej 15 metrów długości).
Ważne: Jeśli wtyczka urządzenia jest wyposażona w przewód uziemienia zawsze stosuj przedłużacze i gniazda z uziemieniem.
Należy sprawdzić styki we wtyczkach, czy przedłużacz ma odpowiedni przekrój i nie jest mechanicznie uszkodzony lub poskręcany.
W razie konieczności wymienić przedłużacz.
- Zawsze przy porannym rozruchu należy rozgrzać zgrzewarkę stopniowo.
- Należy schładzać przed całkowitym wyłączeniem.
- Należy regularnie czyść wlot powietrza pędzelkiem.
- Regularnie sprawdzać czy dysza i grzałka nie są przytkane.
Zaleca się sprawdzić położenie i mocowanie czujnika autostartu (aktywacja napędu odbywa się w zakresie 0.1 - 0.3 mm).
Należy wyłączyć zgrzewarkę. Następnie sprawdzić czy koła napędowe nie kręcą się luźno na osi. Jeśli tak to dokręć je w odpowiedniej pozycji.
Sprawdź czy pozostałe rolki jezdne obracają się swobodnie.
Nalezy sprawdzić czy:
- powierzchnia zgrzewanego materiału jest sucha i czysta
- źródło zasilania generuje odpowiednią moc
- opona dociskowa i zielony pasek separacyjny nie są mechanicznie uszkodzone.
Rozwiązania:
- wyczyść na ciepło dyszę szczotką drucianą i sprawdź czy znajduje się w prawidłowej pozycji
- wyczyść filtr powietrza dmuchawy (nie wdmuchuj zanieczyszczeń do wewnątrz urządzenia)
- odłącz urządzenie od źródła zasilania, zdemontuj grzałkę i przedmuchaj ją kompresorem
Nalezy odłączyć urządzenie od źródła zasilania, następnie sprawdzić grzałkę - jeśli jest przytkana, przedmuchać ją sprężonym powietrzem lub wymienić na nową. W dalszej kolejności sprawdzić wtyczki, styki, przedłużacz i przewód zasilający pod kątem uszkodzeń. Sprawdzić czy przedłużacz ma odpowiedni przekrój do długości przewodu i wymaganej mocy urządzenia. Sprawdzić źródło zasilania pod obciążeniem.
Maksymalna prędkość większości laminatorów to 3 m/min. Shield jest w stanie laminować z prędkością 5m/min jednak większość producentów radzi aby folie PVC laminować maksymalnie 4 m/min, a folie wylewane nawet 3 m/min.
Nie, w Shield sprężarka jest całkowicie zintegrowana w urządzeniu.
Tak, zaleca się aby sprawdzić stan oleju co 6 miesięcy i w razie potrzeby spuścić nagromadzoną wodę.
Tak, jeżeli masz ograniczony budżet można zakupić podstawową wersję laminatora Shiled z pneumatycznym dociskiem. W późniejszym terminie można zamontować dodatkowe narzędzia takie jak np. trymer.
Nie, trymer należy ustawić ręcznie na właściwej pozycji. Proste laminowanie (co nie jest trudne w laminatorze Shield) jest kluczem do doskonałej pracy trymera.
Trymer jest opcją dodatkową.
Masz pytanie?
Pomożemy! Wystarczy napisać do naszych specjalistów.