(Poradnik) Znakowanie odzieży. Jakie urządzenie powinni wybrać początkujący w branży?
Zobacz pełny artykuł w wersji online Magazynu OOH

DTF (Direct to Film) w opinii specjalistów z firmy Atrium Centrum Ploterowe (i nie tylko) to rewolucyjna technologia, która pokonuje wiele ograniczeń wcześniejszych technik druku na koszulkach, torbach, elementach dekoracji wnętrz, gadżetach i innych wyrobach z tkanin.
- Jaką maszynę poleciliby Państwo na start?
Bartosz Zaremba, Atrium Centrum Ploterowe: Polecamy wybór drukarek DTF z nowoczesnymi głowicami piezoelektrycznymi ze zmienną kroplą i cyrkulacją białego atramentu. Najnowszą propozycję naszej firmy stanowi zestaw Artemis DTF 602/604. To kompaktowy zestaw drukujący, składający się z plotera, shakera oraz wygrzewarki do kleju. Ploter posiada wbudowany system cyrkulacji białego atramentu, który zapobiega jego zasychaniu. Zestaw Artemis DTF drukuje z szybkością do 30 m2/h (4-głowicowy) na materiałach o szerokości do 73 cm. Wyposażony jest w najnowszej generacji głowice Epson i3200 (2 lub 4 głowice), a jego rozdzielczość druku wynosi od 360 dpi do 2400 dpi (min. wielkość kropli: 3,8 pl, max. wielkość kropli: 12 pl).
- Jakie są jego cechy/na co pozwala zestaw Artemis DTF 602/604?
Wśród cech szczególnych urządzenia należy wymienić: wbudowany nowoczesny system cyrkulacji atramentu białego, prosty i mało czasochłonny proces konserwacji plotera, wysoką trwałość wydruków i odporność na pranie, łatwość obsługi (nie trzeba posiadać zaawansowanej wiedzy technicznej o druku), niewielkie koszty eksploatacji (niskie zużycie atramentu, oszczędność mediów, odzysk proszku), druk białym atramentem, atramenty fluorescencyjne (opcjonalnie), wysoką prędkość druku przy zachowaniu najwyższej jakości.
Kompaktowa konstrukcja i niskie koszty eksploatacji sprawiają, że ploter sprawdzi się zarówno w małej agencji reklamowej, jak i w większych tego typu przedsiębiorstwach.
- Na co należy zwrócić uwagę przy zakupie takiego urządzenia?
Najlepiej sprawdzają się drukarki DTF, które można skonfigurować nie tylko w kolorach CMYK, ale także w kolorze białym W, jak i z opcjonalnymi kolorami fluorescencyjnymi. Dzięki użyciu w drukarce białego atramentu, możliwy jest transfer nadruków na ciemne lub przezroczyste materiały, co nie jest możliwe w urządzeniach bez tego atramentu. Natomiast kolory fluorescencyjne umożliwiają jeszcze więcej opcji zdobienia tkanin, np. uzyskanie efektów nowoczesnych grafik. Z kolei wbudowany system cyrkulacji białego atramentu, który zapobiega jego zasychaniu jest szczególnie ważny w sytuacji, gdy drukarki rzadziej się używa. Sprawia to, że proces konserwacji zestawu jest prosty i mniej czasochłonny.
Ważnym aspektem szczególnie przy przetargach są certyfikaty. Atramenty stosowane w ploterze Artemis DTF 602/604 posiadają certyfikat OEKO-TEX® Eco Passport. To niezależny system oceny i certyfikacji chemikaliów stosowanych w przemyśle odzieżowym, obuwniczym, skórzanym i tekstylnym. Eco Passport potwierdza, iż ewentualne szkodliwe substancje występują poniżej poziomów wymagań regulacyjnych, takich jak REACH.
Jak czyścić stację serwisową i głowicę?
Co oznacza błąd 'E068 err cr encoder'?
Co oznacza błąd 'E 082 err Wiper sns'?
Co oznacza komunikat 'Full waste ink tank'?
Co oznacza komunikat 'Life times...'?
W ploterze ze stałym systemem zasilania pojawia się komunikat 'ink end' mimo, że w kasecie znajduje się atrament.
Co to jest ploter LED-UV?
Jak działa ploter LED-UV?
Co to jest ploter do gadżetów?
Co to jest ploter DTF?
Jak działa ploter DTF?
Co to jest ploter laserowy?
Jak działa ploter laserowy?
Co to jest ploter ekosolwentowy?
Co to jest ploter żywiczny?
Jak odzyskać utracone kody aktywacyjne i pliki kopii zapasowych
Niektóre produkty Summa posiadają pliki licencyjne lub aktywacyjne umożliwiające aktywację oprogramowania lub dodatkowych funkcji. Pliki te można odzyskać, korzystając z numeru seryjnego produktu.
Instrukcję w języku angielskim znajdziesz na stronie Summa: INSTRUKCJA
Zanim spróbujesz odzyskać dane, upewnij się, że produkt jest poprawnie zarejestrowany.
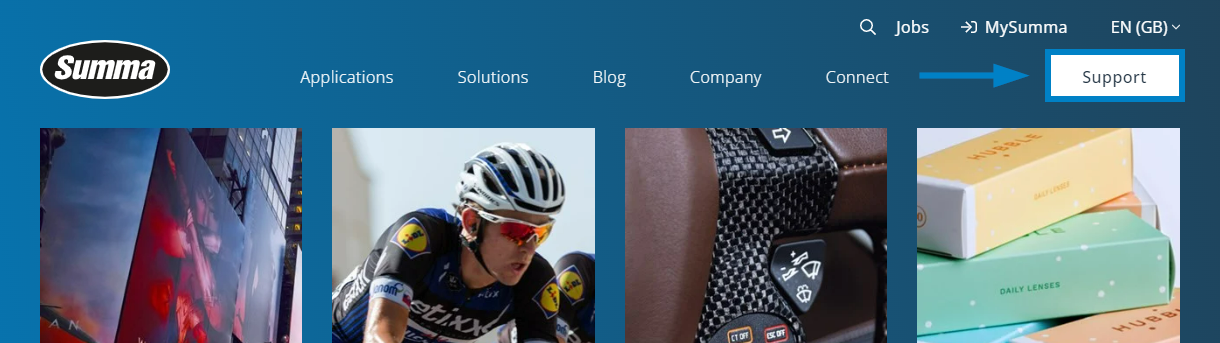
1. Przejdź do strony internetowej Summy: www.summa.com
2. Kliknij sekcję „Wsparcie”:
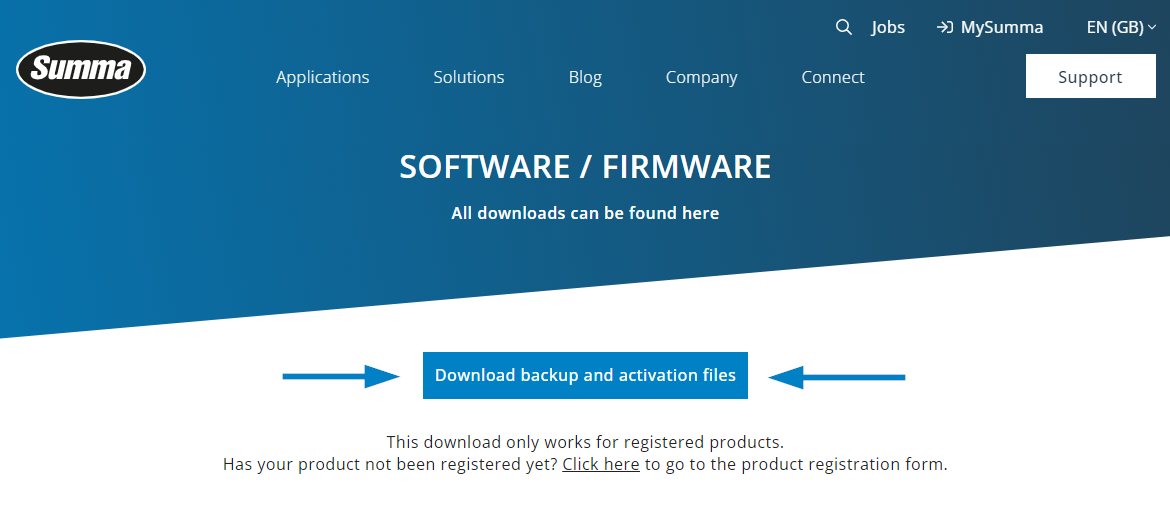
3. Kliknij „Oprogramowanie/oprogramowanie sprzętowe”

4. Kliknij „pobierz pliki kopii zapasowej i aktywacyjnej”
5. Wybierz jedną z opcji:
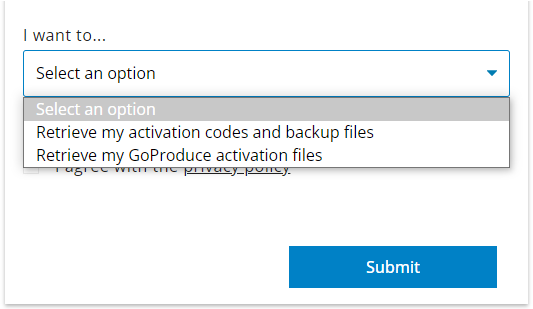
6. Wprowadź numer seryjny lub numer klucza sprzętowego i kliknij „Prześlij”.
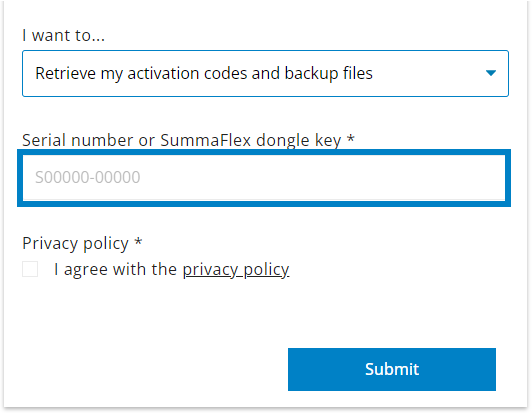
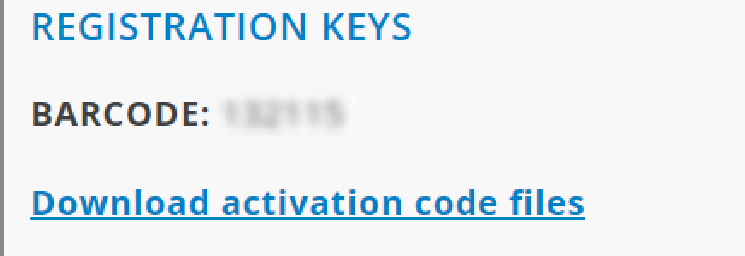
7. Dostępne dane zostaną pokazane i będzie można je pobrać.
W przypadku braku rejestracji, wypełnij formularz i kliknij „Wyślij”
W przypadku braku rejestracji użyj poniższego formularza.

Jak przygotować rolowe plotery tnace Summa Cut do przestoju?
Jak przygotować stołowe plotery tnace Summa F do przestoju?
Summa seria F - jaka jest maksymalna grubość, którą można frezować?
Maksymalna grubość, jaką można frezować, to teoretycznie 25 mm.
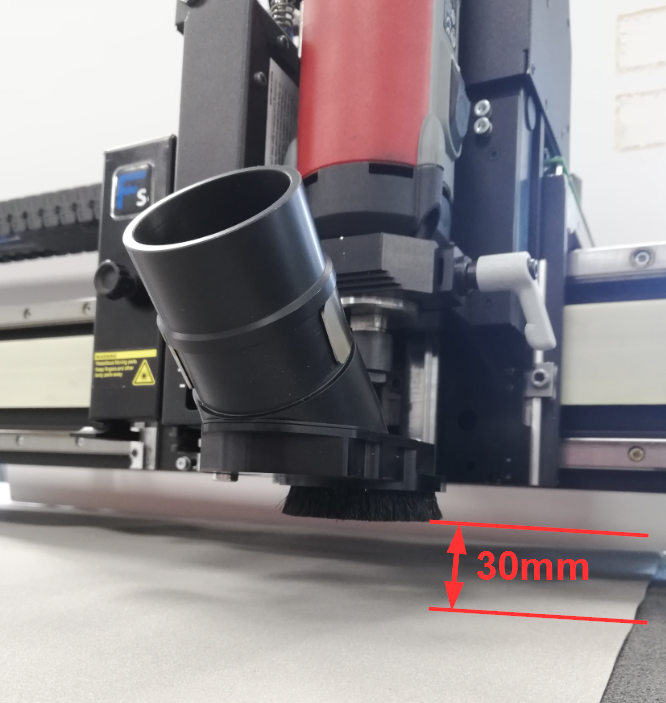
Maksymalny prześwit pod modułem frezującym (z zamontowaną matą) wynosi 30 mm.
Ze względu na ograniczenia mechaniczne (wolna przestrzeń między modułem a stołem) maksymalna głębokość frezowania jest ograniczona do 25mm.
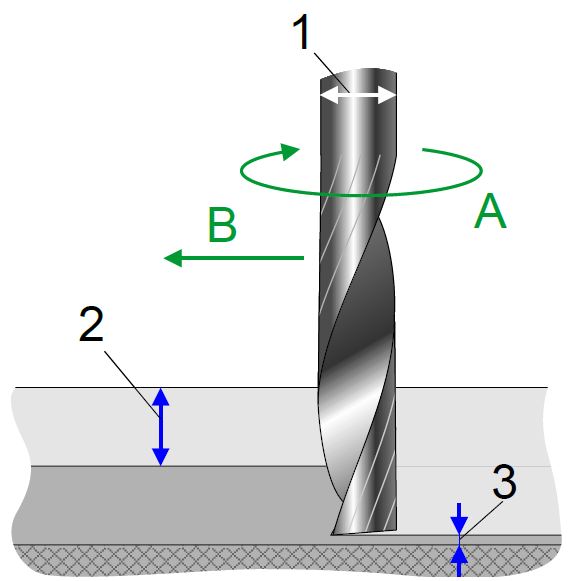
Zalecana maksymalna głębokość frezowania (zdjęcie: numer 2) to 1,2 średnicy frezu (zdjęcie: numer 1). W przypadku grubszego materiału można zastosować wiele przejść.
Aby zachować optymalny kształt stołu, podczas frezowania należy zastosować dodatkową matę ochronną. Frez zawsze będzie lekko wchodził w matę ochronną. To sprawia, że mata jest materiałem eksploatacyjnym. Summa oferuje ekonomiczną matę ochronną.
Maksymalny prześwit pod modułem frezującym (z zamontowaną matą) wynosi 30 mm .
Jak wymienić rolki dociskowe w ploterach rolowych Summa
Wybór bitu
Rozpoczynając przygodę z frezowaniem CNC, pierwszą lekcją jaką trzeba zrozumieć jest wybór bitu. Różnią się rodzajem, powłoką, przeznaczeniem, kształtem spirali, itp. Znajomość różnicy między nimi jest niezbędna do optymalnego frezowania danego zadania.

Co to są atramenty żywiczne Mutoh UMS?
Jak dobrać atrament UltraVision?
Jak wymienić zawór w adapterach Mutoh UMS?
Jak przeprowadzić wymianę atramentu Mutoh LED-UV 'rigid' na 'flex' i vice versa?
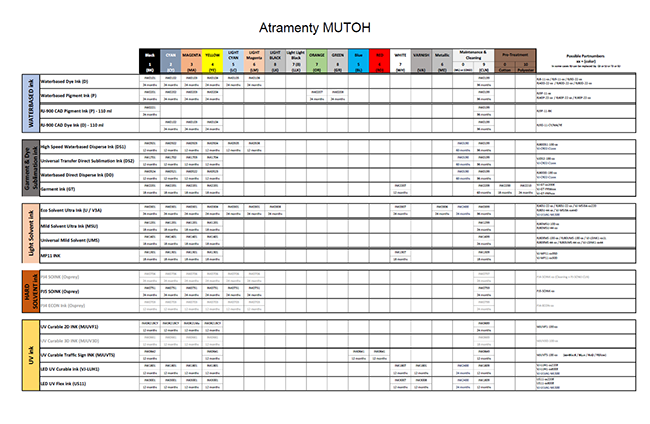
Jak długo można magazynować atramenty Mutoh?
W zależności od typu atramentu możemy go przechowywać (magazynować) przez określoną w tabeli liczbę miesięcy.
Jaki płyn czyszczący powinnien być użyty do długiego przestoju maszyny (Long Store) Mutoh?
Czy mogę zmienić atramenty bez czyszczenia układu atramentowego?
Czy w przypadku atramentów alternatywnych, kompatybilnych z atramentami oryginalnymi, musimy tworzyć nowe profile kolorystyczne?
Jak często czyścić stację serwisową oraz odbojniki głowicy?
Co jest lepsze: system stałego zasilania zamknięty czy otwarty?
Jakie wybrać atrameny UV do druku na materiałach miękkich (typu baner, folia)?
Instrukcje aplikacji/wyklejania
Słownik pojęć Ikonos
Jak przygotować ścianę przed aplikacją tapet i foto-tapet?
Jak nałożyć 2-składnikowy primer do szkła?
Jak wykleić tapetę / folię i przygotować ścianę?
Jak wykleić tapetę / folię na ścianie?
Istnieją dwa sposoby: tzw. krawędź do krawędzi (na styk) oraz montaż na tzw. zakładkę.

„krawędź do krawędzi” – metoda przeznaczona dla profesjonalistów i dla idealnie przygotowanych podłoży. Ten sposób nie wybacza błędów, z uwagi na podatność PVC na kurczenie się. Jest szansa, że po krótkim okresie czasu, na łączeniu brytów zobaczymy pionową cienką linię, która odsłoni nam podłoże, na które aplikowaliśmy materiał.
Porada: obszar pod łączeniami tapety można pomalować w tonacji tapety.

„na zakładkę” – sposób ten wybacza gorsze przygotowanie podłoża i dopuszcza mniejsze doświadczenie aplikatora. System na zakładkę oznacza, że krawędź brytu naklejamy na bryt poprzedni. Zakładka nie powinna być węższa niż 2 cm. Oczywiście wizualnie nie zawsze wygląda to idealnie, ale za każdym razem zniweluje efekt kurczenia się materiału. Bardzo ważne jest, aby idealnie docisnąć zakładkę do poprzedniego brytu.
Porada: Materiał Ikonos LINO jest „embosowane” (strukturalne), więc nie ma powierzchni gładkiej. W takim wypadku warto delikatnie opalarką podgrzać zakładkę, żeby ją uelastycznić, dzięki czemu przy jej mocnym dociśnięciu zagwarantujemy sobie zwiększenie powierzchni styku klej – PVC.
Pamiętajmy, że powierzchnia styku, a przez to ilość powstałych wiązań decyduje o trwałości połączenia.
Jak poradzić sobie z elektryzowaniem sie folii w czasie druku?
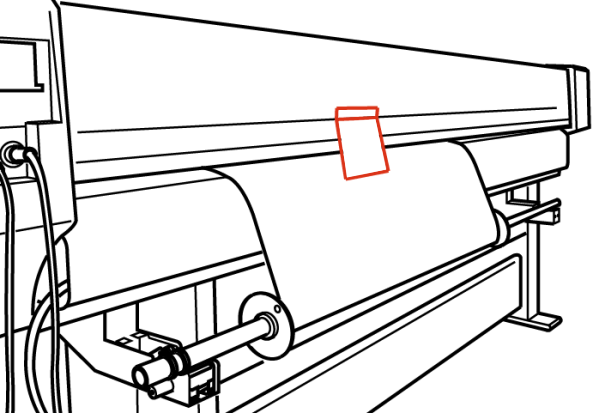
Przedstawiamy jeden ze sposobów na rozwiązanie problemu elektryzowania się folii podczas druku (a co za tym idzie przyciągania kurzu z powietrza i osadzanie się go na folii). Elektryzowanie ma niekorzystny wpływ na jakość wydruku, bo w miejscu, gdzie przykleił się pyłek do folii, powstaje wada wydruku.
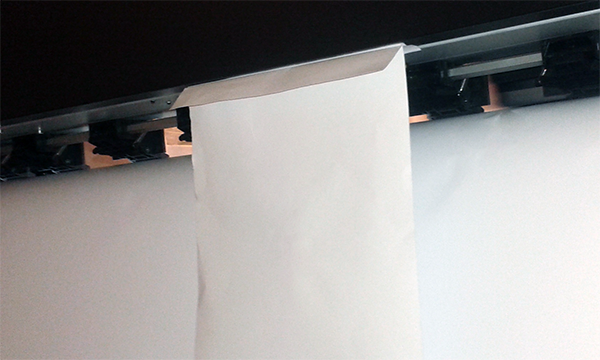
Folia nawinięta na gilzę, jest izolowana elektrycznie, więc działa jak kondensator (gromadzi ładunki). Aby temu zapobiec, do tylnej części obudowy drukarki wielkoformatowej (która jest uziemiona), dokleja się folię, która swobodnie zwisa i ma styczność z folią nałożoną na ploter.
Dzięki kontaktowi paska folii, który jest uziemiony, ładunki z rolki zostają zdejowane, co skutkuje tym, że folia zadrukowywana nie ma tendencji do przyciągania kurzu z powietrza.
- Ściana musi być idealnie sucha. Wilgoć znacząco obniża adhezję kleju do podłoża. Pominięcie któregoś z powyższych etapów może być przyczyną reklamacji.
Jak zwilżać folię w aplikacji 'na mokro'?
Gdzie znajdę dodatkowe informacje (np. prezentacje) o mediach IKONOS?
Wystąpił problem po z kluczem sprzetowym Onyx (Gemalto) i aktualizacją Windows 10 (wersja 2004)
Jak zainstalować oprogramowanie ONYX?
Jak obliczyć zużycie atramentu w oprogramowaniu ONYX?
Funkcja obliczania atramentu ma na celu pomóc w przybliżony sposób liczyć ilości atramentu zużywanego w jednym zadaniu.
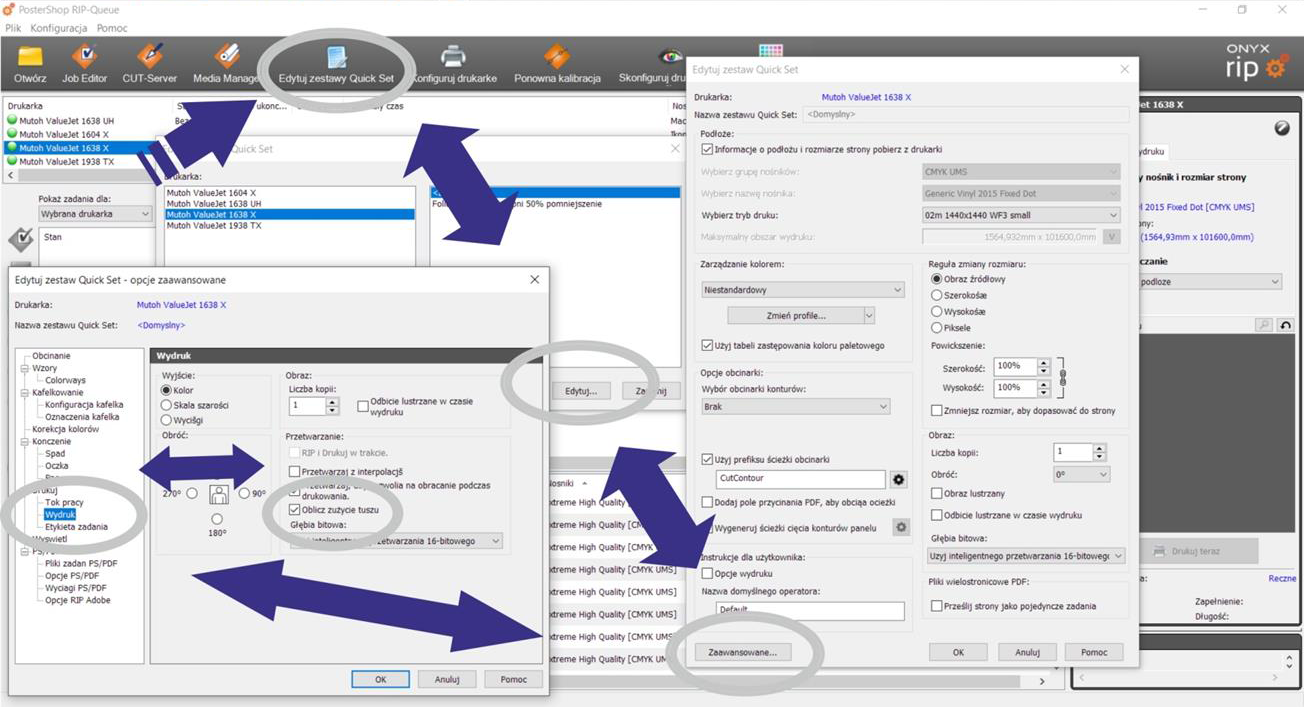
Jak włączyć:
Obliczanie tuszu, to ustawienie, które włączamy w Zestawach podręcznych. Aby skonfigurować Zestaw podręczny do obliczania atramentu, edytuj Zestaw podręczny, na którym chcesz włączyć obliczanie atramentu. Kliknij przycisk Zaawansowane i na zakładce Wydruk zaznacz „Oblicz zużycie tuszu” i OK we wszystkich otwartych oknach dialogowych. Teraz każde zadanie otwierane za pomocą tego szybkiego zestawu będzie obliczało zużycie atramentu w czasie ripowania.
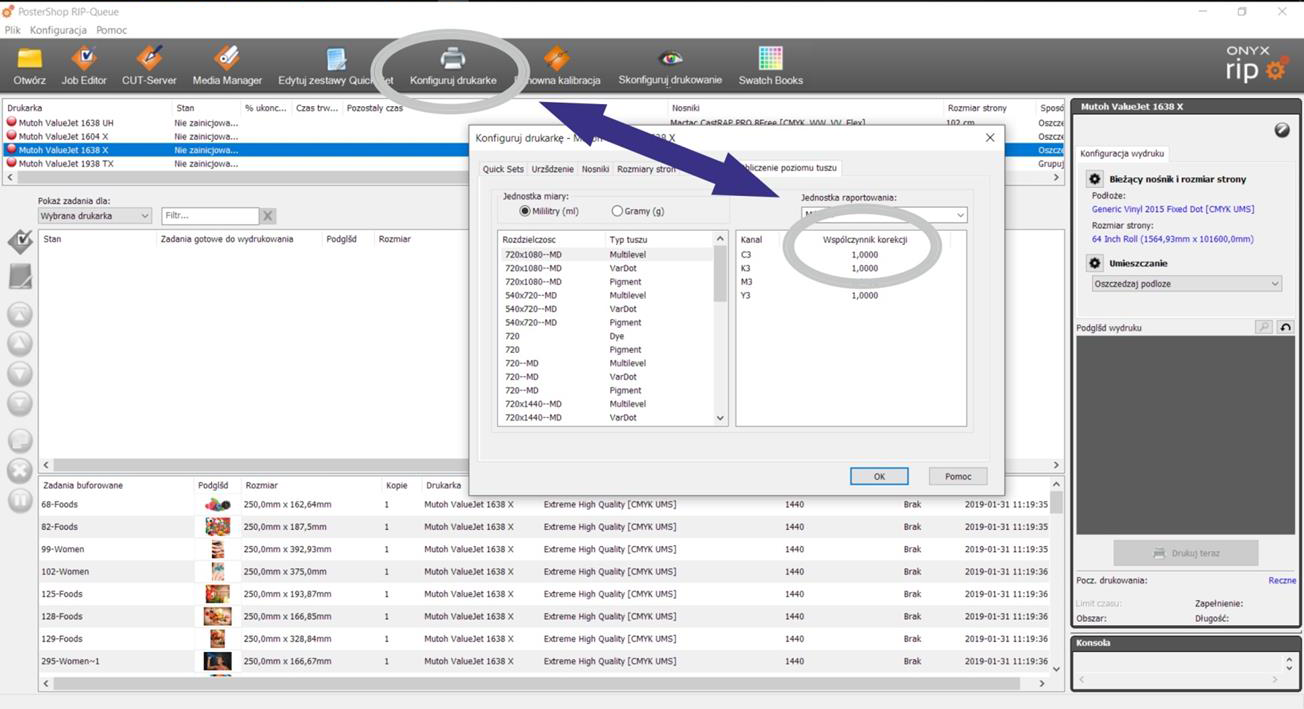
Precyzja, współczynnik korekcji:
Korzystając z funkcji obliczania atramentu, możesz zauważyć, że zużywasz więcej lub mniej atramentu niż podaje to raport zużycia atramentu. Dzieje się tak dlatego, że narzędzie do obliczania atramentu uwzględnia tylko tusz, który jest drukowany przez drukarkę. Czyszczenie głowicy, drukowane kolorowe paski, druk testów, drukowanie za pomocą innego sterownika lub oprogramowania może prowadzić do nieścisłości w obliczaniu atramentu. Jeśli chcesz uwzględnić te fakty w narzędziu do obliczania atramentu, możesz ustawić współczynnik korekcji. Dokonuje się tego w zakładce konfiguruj drukarkę > obliczanie poziomu tuszu > współczynnik korekcji i dla każdego kanału ustawiamy współczynnik na odpowiednią wartość.
Uwaga: Najlepszym sposobem na określenie odpowiedniego współczynnika korekcji jest włączenie obliczania atramentu po zainstalowaniu nowego zestawu atramentów. Uruchom Onyx’a kiedy skończy Ci się atrament, a następnie porównaj całkowity atrament obliczony przez RIP z całkowitym atramentem fizycznie zużytym w drukarce. Podanie proporcji tych liczb daje odpowiedni współczynnik korekcji.