Stołowe plotery tnące Summa F Series
Seria stołowych ploterów tnących Summa F firmy Summagraphics, to „szyte na miarę” kombajny, które znajdą zastosowanie od poligrafii przez reklamę po produkcję przemysłową. Wielonarzędziowe systemy tnące (plotery tnąco-frezujące) Summa serii F to kilka modeli o różnych rozmiarach stołów roboczych: Summa F1612, Summa F1432, Summa F1832, Summa F3230, Summa F3232 oraz nowość Summa F1625 o polu roboczym 160x250 cm.

Wprowadzając plotery z serii „F”, Summa wkroczyła na rynek nowych rozwiązań. Korzystając przy tym ze swoich kilkudziesięciu lat dotychczasowego doświadczenia i budowy najlepszych rolowych ploterów tnących. Możliwości ploterów pozwalają na cięcie materiału zarówno w postaci arkuszy jak i z rolki. Maszyny używają trzech zainstalowanych narzędzi - głowica jest wielonarzędziowa. Pozwala to na ich łatwą i szybką wymianę.
System wielonarzędziowy
Automatyczny system rozpoznawania narzędzi oraz kontrola ich ustawień pozwala na dopasowanie parametrów cięcia do bardzo szerokiej gamy materiałów. Standardowo ploter dostarczany jest z modułem noża wleczonego. Wyposażony jest też w system rozpoznawania znaczników cięcia po obrysie - kamerę OPOSCAM.
Na wielofunkcyjnej głowicy można zamontować trzy różne narzędzia. Po zamontowaniu system automatycznie rozpoznaje typ zamontowanego podzespołu. W centralnej części głowicy znajduje się laserowy wskaźnik ułatwiający pozycjonowanie i określanie rozmiaru materiału. Dodatkowo, zainstalowana kamera pozwala na szybkie i dokładne odczytanie znaczników OPOS (cięcia konturowego).
Dzięki zróżnicowanemu systemowi prowadzenia mediów możliwe jest skuteczne cięcie materiałów z roli, arkusza czy w postaci płyt (np. formatki PCV). Obszar stołu jest dostosowany do najpopularniejszych rozmiarów roboczych i wynosi:

Porównanie rozmiarów stołów ploterów: Summa F1612, Summa F1432, Summa F1832, Summa F3230, Summa F3232
Pneumatycznie napędzane łapy przytrzymują materiał w trakcie obróbki. System przewijanego stołu „conveyor” pozwala na przesuwanie materiału znacznie dłuższego niż wymiar stołu. Zestaw kołnierzy prowadzących rolę pozwala na precyzyjne prowadzenia materiałów rozwijanych z rolki.
Moduł noża aktywnego jest najmocniejszym i najbardziej wszechstronnym rodzajem narzędzia tnącego - siła nacisku sięga 12 kg! Dokładność cięcia wynosi 0.05 mm. Akceleracja głowicy sięga 1G.
Dzięki systemowi rozpoznawania narzędzi, ploter ustawia właściwe parametry zaraz po zainstalowaniu narzędzia. Zestaw oferowanych narzędzi pozwala na dopasowanie maszyny na potrzeby konkretnego zadania. Nóż tnący poradzi sobie z cięciem najbardziej wymagających materiałów dostępnych w postaci roli. Nóż odcinający z pojedynczym ostrzem przetnie bardziej wymagające materiały (folie samoprzylepne, cienki karton, tektura). Z kolei nóż odcinający z podwójnym ostrzem pozwala na cięcie jeszcze bardziej wymagających mediów. Przykładem takim materiałów są folie magnetyczne i tekstylia. Ploter ma także możliwość cięcia tektury falistej, płyt kompozytowych z powleczeniem aluminiowym czy płyt kanalikowych. Summa F znajdzie także zastosowanie przy cięciu folii odblaskowych stosowanych w drogownictwie. Wreszcie nóż typu „heavy-duty” będzie ciął najgrubsze materiały. Może on realizować obróbkę np. płyt z tworzyw sztucznych oraz wykładziny, dywanów, itd. Z kolei elektroniczny nóż oscylacyjny jest najlepszym rozwiązaniem do cięcia tektury falistej i płyt piankowych. Różnorodne narzędzia bigujące pozwalaj na obróbkę szerokiej gamy kartonu. Moduł noża wleczonego pozwala na szybkie nanoszenie opisów i cięcie mediów. Siłą nacisku noża wynosi maksymalnie 600 gram.
Wydajna pompa podciśnieniowa wyposażona jest w tłumik. Utrzymuje ona materiał w czasie pracy plotera. Dodatkowo, poprzez nadmuch powietrza pod materiał, ładowanie i ustawianie mediów jest wyjątkowo łatwe. Automatycznie dopasowujący się zawór, tworzy podciśnienie na zadanej szerokości.
Narzędzia do stołowych ploterów tnących Summa
Moduł aktywny

Moduł aktywny zapewnia siłę pionową do 10 kg i jest kompatybilny z szeroką gamą narzędzi, oferując użytkownikom szerokie możliwości zastosowań. Dzięki wielofunkcyjnej głowicy z Serii F, użytkownicy mogą zainstalować jednocześnie aż trzy moduły, co pozwala na obsługę wielu zleceń przy użyciu jednej maszyny. Umożliwia to wykorzystanie różnych technik cięcia, takich jak bigowanie i cięcie, bez konieczności demontażu modułów.
Moduł obrotowy

Moduł obrotowy wysokim momencie obrotowym napędzany jest przez silnik elektryczny i obsługuje wszystkie rodzaje tekstyliów. Dzięki bardzo wysokiej mocy obrotowej HT RM może też przecinać twardsze i grubsze podłoża, np. materiał na bannery.
Narzędzie to znakomicie spisuje się przy cięciu:
- niepowleczonej tkaniny poliestrowej
- powleczonej tkaniny poliestrowej
- tkanin laminowanych
- płótna
- polaru
- filcu
- pianki opakowaniowej
- tekstyliów syntetycznych
- tekstyliów technicznych
Narzędzie kiss-cut

Dzięki mechaniczne sterowanemu naciskowi noża, narzędzie to zaprojektowano specjalnie do cięcia mediów o grubości do 1,2 mm. Narzędzie to posiada również regulowaną końcówkę do precyzyjnej kontroli głębokości cięcia.
Narzędzie to znakomicie spisuje się przy cięciu:
- papieru < 200g
- folii samoprzylepnej
- materiału do piaskowania
- folii okiennej
- folii magnetycznej
- samoprzylepnego winylu na banery z PVC
Narzędzie single edge

Jednostronne narzędzie do wycinania zostało zaprojektowane z myślą o precyzyjnym cięciu materiałów o grubości do 6 mm. Sprężynowy krążek ślizgowy zapewnia wysoką precyzję wycinania detali i pozwala na ustawienie stałej głębokości cięcia.
Narzędzie to znakomicie spisuje się przy cięciu:
- papieru < 200 g
- kartonu 300-500 g
- folii samoprzylepnej
- pianki <= 2 mm
- polipropylenu <= 1.2 mm
- poliwęglanu <= 0.6 mm
- samoprzylepnego PVC
- folii magnetycznej
Double edge - dwustronne narzędzie do cięcia
Dwustronne narzędzie do wycinania charakteryzuje się minimalnym zużyciem podczas cięcia sztywnych materiałów o grubości do 5 mm. Sprężynowy krążek ślizgowy zapewnia wysoką precyzję wycinania detali i umożliwia ustawienie stałej głębokości cięcia.
Narzędzie to znakomicie spisuje się przy cięciu:
- papieru < 200 g
- kartonu 300-500 g
- folii samoprzylepnej
- samoprzylepnego PVC
- banerów PVC
- folie odblaskowe
- płyt spienionego PVC <= 1.2 mm
- polipropylenu <= 1.2 mm
- poliwęglanu <= 0.6 mm
- folii magnetycznej
Heavy Duty - narzędzie do wycinania

Wysokowydajne narzędzie Heavy Duty do wycinania. Nadaje się do przecinania grubszych materiałów, do 15 mm. Narzędzie jest polecane do wycinania bardzo grubych mediów.
Narzędzie to znakomicie spisuje się przy cięciu:
- kartonu 300-500 g
- folii samoprzylepnej
- samoprzylepnego PVC
- banerów PVC
- płyt falistego PP <= 5 mm
- płyt spienionego PVC <= 1.2 mm
- polipropylenu <= 1.2 mm
- poliwęglanu <= 0.6 mm
- płyt z pianki z okładziną papierową <= 5 mm
- powłok lakierowych
Nowy automatyczny podajnik arkuszy do ploterów tnących Summa F

Producent ploterów stołowych firma Summa wprowadziła w 2025 roku na rynek nowy automatyczny podajnik arkuszy Sheet Feed 75, kompatybilny ze stołowym ploterem tnącym Summa F1612 o polu roboczym 160x120 cm. Nowe urządzenie zostało zaprojektowane do automatycznego podawania arkuszy różnych mediów o grubości do 3 mm, w maksymalnym formacie B1.

Obsługiwane media
Podajnik Sheet Feed 75 obsługuje takie rodzaje materiałów jak: karton, tekturę falistą, arkusze i płyty PCV, winyl, papier, itp. Podajnik świetnie sprawdzi się w branży produkcji opakowań, różnego rodzaju oznakowań, w agencjach reklamowych oraz drukarniach offsetowych. Dzięki nowemu podajnikowi można obsługiwać nieduże zlecenia, jak i produkcję wielkoseryjną.
Oszczędność czasu
Nowy podajnik arkuszy Summa Sheet Feed 75 automatyzuje proces podawania arkuszy, zapewniając ciągłą pracę plotera tnącego. Eliminuje ręczną obsługę, umożliwiając działanie z maksymalną wydajnością, przy minimalnej interwencji operatora..
Łatwa obsługa podajnika
Unikalną cechą podajnika arkuszy 75 jest możliwość szybkiego podłączenia i odłączenia od plotera tnącego. Dzięki temu można szybko „przełączać” tryby pracy między np. automatycznym podawaniem arkuszy do wysokowydajnej produkcji, a ręcznym podawaniem mediów w przypadku niestandardowych projektów, np. prototypowania opakowań.
Dzięki podajnikowi Sheet Feed 75 stołowy ploter tnący Summa F1612 staje się jeszcze bardziej wszechstronnym i nowoczesnym rozwiązaniem, przygotowanym do seryjnej produkcji w wielu branżach.

Plotery Summa serii F można także wyposażyć w automatyczny odbiornik pociętych arkuszy – zrobotyzowane ramię z podsysem.

Nowy osprzęt do plotera stołowego Summa F1612: Board Feed Pro 75 dla automatycznego podawania mediów i Cobot
Summa wprowadza dwa rozwiązania do automatyzacji przepływu pracy w serii F: poznaj nowy podajnik Board Feed Pro 75 do automatycznego podawania mediów i sprawdź Cobot, który automatycznie zbiera i sortuje wycięte materiały. Cięcie opakowań stało się łatwiejsze niż kiedykolwiek!
Board Feed Pro 75 to nowy podajnik tektury do automatycznego ładowania arkuszy do stołowego plotera tnącego Summa F1612. Przeznaczony jest do obróbki tektury, zadrukowanych arkuszy i innych materiałów graficznych. Oprócz tego podajnik jest również kompatybilny z materiałami, takimi jak płyty PCV z nadrukiem UV i bardziej typowymi materiałami do oznakowania i ekspozycji. Korzystając z systemu podawania, zwiększa się znacznie wydajność plotera, przy równoczesnym zmniejszeniu kosztów obsługi plotera.
Zobacz film prezentujący możliwości nowych dodatków (Targi FESPA 2023 w Monachium):
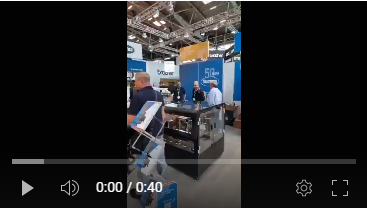
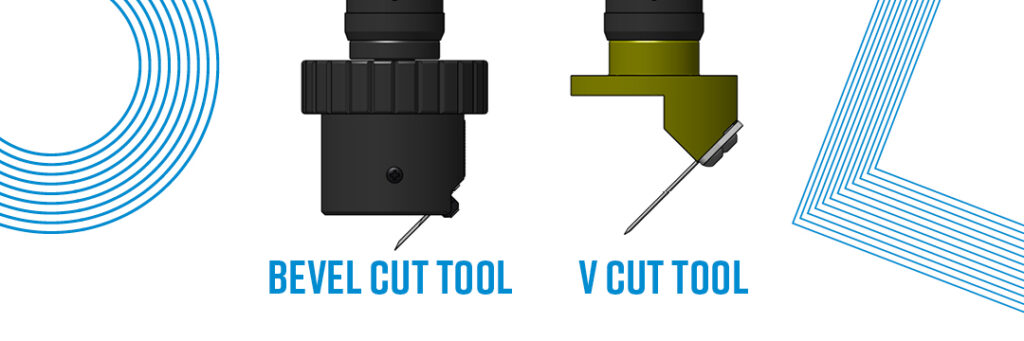
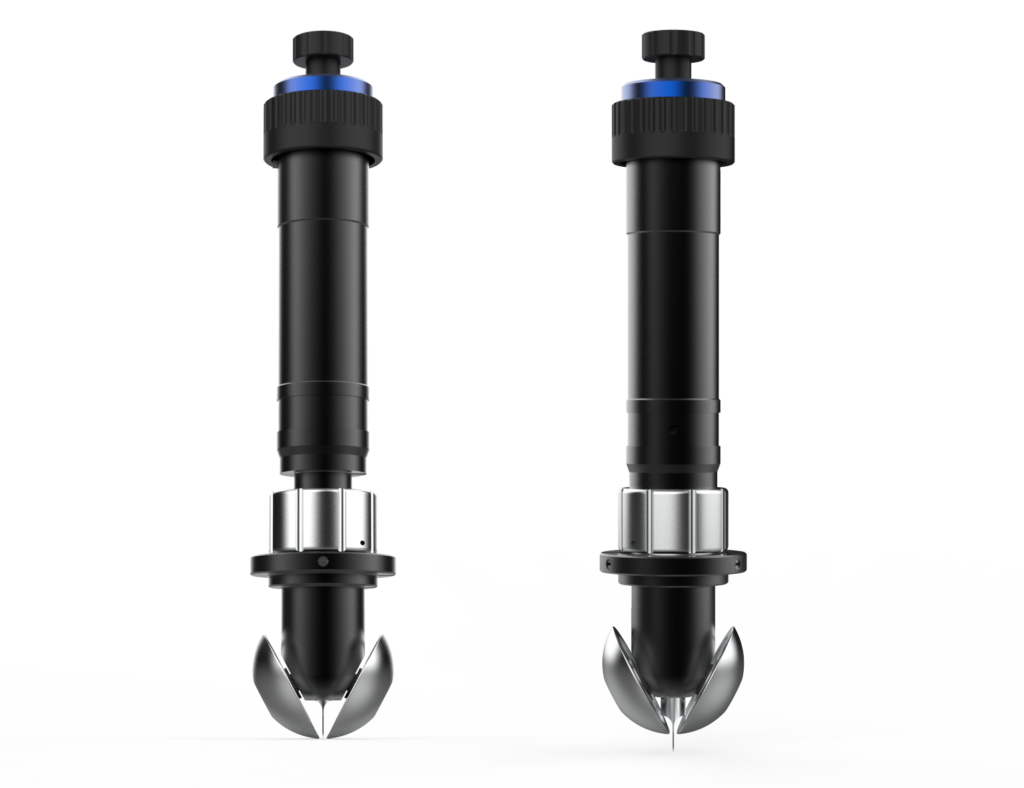
Nowe narzędzie do skośnego cięcia (Bevel Cut Tool)
Czym jest narzędzie do skośnego cięcia?
Summa rozszerza portfolio narzędzi do ploterów z serii F, dodając innowacyjną funkcję skośnego cięcia za pomocą Bevel Cut Tool. Nowe narzędzie Summa różni się od narzędzia do cięcia V-Cut 45° między innymi wytrzymalszym nożem, co zwiększa stabilność podczas cięcia np. twardych materiałów. Dzięki temu możliwe jest jeszcze dokładniejsze wycinanie krawędzi kształcie litery V. Nowe narzędzie wykorzystuje ostrze Burr-Free, zapewniając gładką i niezwykle precyzyjną krawędź ciętego materiału.
Przykłady zastosowania:
- filc dekoracyjny. Ze względu na swoją sztywność, filc wymaga noża gwarantującego stabilność i precyzję cięcia, gdzie najlepiej sprawdzi się nowe narzędzie do skośnego cięcia Summa.
- guma. Narzędzie do skośnego cięcia znakomicie spisuje się przy cięciu gumy. Dzięki temu, że nóż jest krótki, narzędzie samo dostosowuje się do różnych, miękkich i elastycznych materiałów gumowych.
- tektura twarda. Podczas tworzenia pudełek kartonowych, skośne cięcie doskonale sprawdza się w tworzeniu idealnych linii zgięć i bigowania.
Zobacz film prezentujący możliwości nowego narzędzia